Roughness alone, or also texture, waviness and form?
Roughness is only one part of a surface. In many tasks the functional problem is not caused by roughness alone, but by longer-wavelength components — waviness and form — that a roughness value does not capture. Before measuring, it helps to be clear about which surface components actually drive your application.
New to the basics? See what surface roughness is and how Ra, Rz, Sa and Sq are defined on our know-how page.
| If your concern is… | you may need to evaluate… | for this we recommend |
| Sealing and leakage paths | Roughness + waviness + form | Macro profiler with roughness sensor or micro profiler with a wide-area lens (e.g. 0.6x) |
| Gloss, haze, optical appearance | Roughness (fine) + waviness | Micro profiler - with a wide-area lens (e.g. 0.6x) for waviness |
| Fit, contact, assembly | Roughness + form/flatness | Micro profiler with a wide-area lens (e.g. 0.6x) |
| Coating adhesion and quality | Roughness + local defects/texture | Micro profiler |
| General finish specification | Roughness parameters as specified | Micro profiler |
Roughness, waviness and form are separated by filtering, and each tells a different part of the story. Waviness and form also require a wider view of the surface. For the definitions and how the components relate, see our know-how pages for surface roughness and surface texture.
What to consider before you measure
A roughness value is only meaningful when the measurement conditions behind it are defined. These are the factors worth clarifying for any roughness task:
- Which parameter and standard are specified. A drawing may call out Ra, Rz or areal parameters such as Sa and Sq — and the same symbol can mean different things under different standards. Check the exact parameter, standard and any filter or cut-off stated.
- Whether one profile represents the surface. A single line can describe a uniform, isotropic surface well, but may misrepresent directional, structured or locally variable surfaces. If the surface is not uniform, areal data gives a more reliable picture.
- The surface itself. Reflective, very dark, polished, soft, curved or recessed surfaces each place different demands on the measurement method and can rule some methods in or out.
- The roughness range and resolution needed. Very low roughness or fine features require correspondingly high vertical and lateral resolution; matching the method to the scale of the feature matters.
- The workflow. A one-off R&D investigation has different needs from repeatable, operator-independent production inspection with reporting and pass/fail criteria.
Getting these straight early avoids results that are technically correct but not comparable or not fit for the decision you need to make.
Download the whitepaper for surface roughness evaluation
Optical profilometers are increasingly replacing tactile measuring systems. Eventually in the near future, 2D parameters will only endure where their informative value is sufficient.
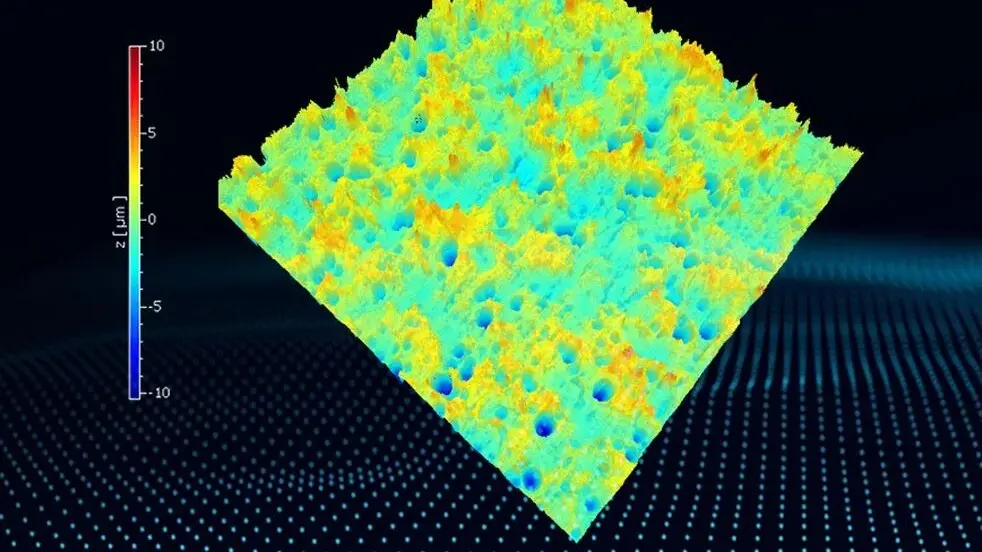
A comprehensive and full 3D characterization of the entire sample surface e.g. by using optical surface metrology like TopMap whitelight intefereometers offers an intuitive visualization of measurement data while permiting extensive evaluation options for a deeper analysis and feedback on the production process.
Sign up and read in the full paper about surface roughness and how to measure surfaces faster and more efficient.
Common pitfalls in surface roughness measurement
A few recurring issues are worth watching for:
- Comparing values measured under different conditions. Two Ra values are only comparable if the standard, filter, cut-off and evaluation length match. Mixed references are a frequent source of disagreement.
- Assuming one profile speaks for the whole surface. On directional or non-uniform surfaces, a single trace can miss the features that actually matter.
- Confusing waviness with roughness. Without correct filtering, longer-wavelength variation can be read as roughness, or vice versa.
- Mismatched cut-off and evaluation length. Settings that don't suit the surface can systematically shift results.
- Method limits on demanding surfaces. Some surfaces — soft, sensitive, very fine, steeply sloped or recessed — are difficult for certain methods, and the limitation can be invisible in the final number.
- Budget did not allow the proper system for the materials, measurement tasks and workflow. This backfires when material changes or measurement stability fails. SSee the budget section below for the options we offer - and we often have a trade-in program.
In case you are unsure about the best metrology strategy and approach for your task - do not hesitate to contact our experts. We are happy to support you, whether it is just a chat with some ideas, a free feasibility study or a more in-depth support.
The budget — roadblock for areal roughness?
Finally one of the most critical things to manage: the costs and budget. A full system isn't always feasible right away - especially for a single project or temporary demand. With PolyFlex you don't have to go for capital investments: let us run the measurement for you, or rent a system for the duration of your project. Much of the rental cost can usually be credited toward a later purchase, so trying it out isn't a sunk cost.
We generally recommend that you run a feasibility study or in best case rent a system before buying a profiler solution (whether from us or others). As you can credit a major part of the rental fee, you can test in-depth whether the profilometer fits to your various metrology tasks and workflows - and thus ensure you put your money on the right solution.
Go deeper — guidelines, systems and standards
Method choice: stylus or optical?
When is a tactile stylus the right tool, and when does a non-contact optical profiler serve you better? A practical comparison of strengths, limits and validation.
Choosing a profiler: which Polytec system fits your task?
From entry-level areal roughness to automated production inspection and large-area form + roughness — see how tasks map to systems.
Our surface roughness profilers — from micro to macro

Roughness Tester
The Roughness Tester is our entry Micro.View system and the most cost effective way to get started into the 3D surface roughness measurement. Step from R to S parameters.
Micro.View
TopMap Micro.View® is an easy to use optical profiler in a compact table-top setup. Choose Micro.View® as the cost-effective inspection tool for examining precision-engineered surfaces down to the sub-nm range, for inspecting roughness, microstructures and more surface details.
Micro.View+
Advanced microscope-based surface profiler with automation and color imaging. Micro.View+ enables repeatable, operator-independent roughness and texture analysis—ready for lab and production use.
Choose the right surface profiler with confidence—benefit from our "try before buy" approach.

FAQ
What should I consider before measuring surface roughness?
Clarify the required parameter and standard, whether a single profile represents your surface, the nature of the surface (reflective, soft, curved, recessed), the roughness range and resolution needed, and whether the task is one-off or repeatable production inspection.
Do I also need to measure texture, waviness or form?
Often, yes. Roughness is one component of a surface. Sealing, fit, gloss and similar functions are frequently influenced by waviness and form, which a roughness value alone does not capture.
What are common surface roughness measurement mistakes?
Comparing values measured under different standards or filters, assuming one profile represents a non-uniform surface, confusing waviness with roughness, and using cut-off or evaluation lengths that don't suit the surface.
What is the difference between profile (2D) and areal (3D) roughness?
Profile roughness is evaluated along a single line (e.g. Ra, Rz); areal roughness is evaluated over a complete surface area (e.g. Sa, Sq, Sz) and is required when one line cannot reliably describe the surface.
When should I use optical instead of tactile measurement?
When the surface should not be touched, when local defects matter, when areal parameters are required, or when a single line profile is not representative. See the stylus-or-optical guideline for a full comparison.
Can optical profilers measure Ra and Rz?
Yes — profile parameters can be extracted from 3D data. If values are used for acceptance decisions, validate the workflow against the relevant specification.
Can I test whether a method works for my parts?
Yes. A feasibility study is a useful next step when surface material, reflectivity, geometry, roughness range or standard requirements are unclear.
Why measure surface roughness with Polytec?
Polytec is a measurement partner first: we help you define what your task actually requires, then match it to a suitable approach — from high-resolution micro analysis to large-area production inspection, with non-contact 3D measurement, profile and areal evaluation from one dataset, and feasibility studies for challenging surfaces.
Related articles and downloads
ISO 21920 roughness
ISO 21920 is the new standard for mechanical engineering, design and roughness specifications
Form deviation & roughness
Characterize entire workpiece surfaces, calculate volume and exactly determine peaks and valleys on behalf of the examined distance parameters.
Surface roughness
Learn what surface roughness is, how Ra, Rz, Sa and Sq are defined and which standards apply when.
Downloads
Discuss your demands with our experts
Let’s start with a short discussion about your parts, tolerances, and workflow—and, if useful, we can add a feasibility study, PolyMeasure (contract measurements), or a PolyRent trial as optional next steps.
