Nur Rauheit – oder auch Textur, Welligkeit und Form?
Die Rauheit ist nur ein Bestandteil einer Oberfläche. Bei vielen Aufgaben entsteht das funktionale Problem nicht durch die Rauheit allein, sondern durch langwelligere Komponenten – Welligkeit und Form –, die ein Rauheitswert nicht erfasst. Vor der Messung lohnt es sich daher zu klären, welche Oberflächenkomponenten für Ihre Anwendung tatsächlich entscheidend sind.
Neu im Thema? Auf unserer Know-how-Seite erfahren Sie, was Oberflächenrauheit ist und wie Ra, Rz, Sa und Sq definiert sind.
| Worum es Ihnen geht … | Was Sie auswerten wollen … | Unsere Empfehlung |
| Dichtflächen und Leckagewege | Rauheit + Welligkeit + Form | Makro-Profilometer mit Rauheitssensor oder Mikro-Profilometer mit Weitfeld-Objektiv (z. B. 0,6x) |
| Glanz, Trübung, optisches Erscheinungsbild | Rauheit (fein) + Welligkeit | WelligkeitMikro-Profilometer mit Weitfeld-Objektiv (z. B. 0,6x) für die Welligkeit |
| Passung, Kontakt, Montage | Rauheit + Form/Ebenheit | Mikro-Profilometer mit Weitfeld-Objektiv (z. B. 0,6x) |
| Beschichtungshaftung und -qualität | Rauheit + lokale Defekte/Textur | Mikro-Profilometer |
| Allgemeine Oberflächenbeschreibung | Rauheitsparameter gemäß Spezifikation | Mikro-Profilometer |
Rauheit, Welligkeit und Form werden durch Filterung voneinander getrennt – jede beschreibt einen anderen Aspekt der Oberfläche. Für Welligkeit und Form benötigen Sie zudem ein größeres Sichtfeld. Definitionen und die Zusammenhänge zwischen den Komponenten finden Sie auf unseren Know-how-Seiten zu Oberflächenrauheit und Oberflächentextur.
Was Sie vor der Messung beachten sollten
EEin Rauheitswert ist nur aussagekräftig, wenn die zugrunde liegenden Messbedingungen definiert sind. Für jede Rauheitsmessung sollten Sie folgende Punkte klären:
- Welcher Parameter und welche Norm sind gefordert. Eine Zeichnung kann Ra, Rz oder flächenhafte Parameter wie Sa und Sq vorgeben – und dasselbe Symbol kann je nach Norm Unterschiedliches bedeuten. Prüfen Sie den genauen Parameter, die zugehörige Norm sowie angegebene Filter und Grenzwellenlängen (Cut-off).
- Ob ein Profilschnitt die Oberfläche repräsentiert. Eine einzelne Linie kann eine gleichmäßige, isotrope Oberfläche gut beschreiben, gerichtete, strukturierte oder örtlich variierende Oberflächen dagegen nur unzureichend. Ist die Oberfläche nicht gleichmäßig, liefern flächenhafte Daten ein zuverlässigeres Bild.
- Die Oberfläche selbst. Reflektierende, sehr dunkle, polierte, weiche, gekrümmte oder schwer zugängliche Oberflächen stellen jeweils unterschiedliche Anforderungen an die Messmethode und schließen manche Verfahren von vornherein aus.
- Rauheitsbereich und erforderliche Auflösung. Sehr geringe Rauheiten oder feine Strukturen erfordern eine entsprechend hohe vertikale und laterale Auflösung; die Methode muss zur Größenordnung des Merkmals passen.
- Der Arbeitsablauf. Eine einmalige F&E-Untersuchung stellt andere Anforderungen als eine reproduzierbare, bedienerunabhängige Fertigungsprüfung mit Berichtswesen und i.O./n.i.O.-Bewertung.
Wer diese Punkte frühzeitig klärt, vermeidet Ergebnisse, die zwar technisch korrekt, aber nicht vergleichbar oder für die anstehende Entscheidung ungeeignet sind.
Whitepaper zur Auswertung der Oberflächenrauheit herunterladen
Optische Profilometer ersetzen zunehmend taktile Messsysteme. Künftig werden 2D-Parameter nur noch dort Bestand haben, wo ihre Aussagekraft ausreicht.
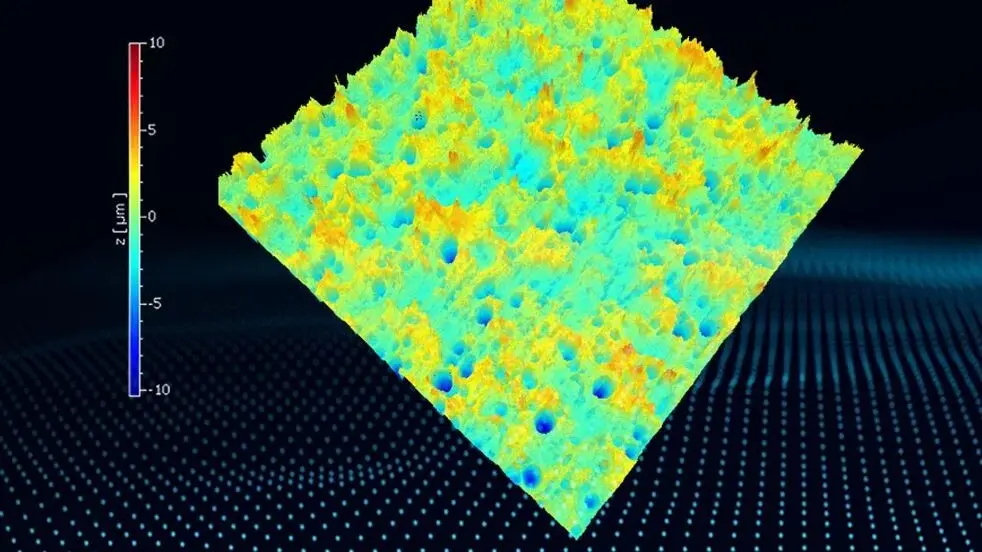
Eine umfassende, vollständige 3D-Charakterisierung der gesamten Probenoberfläche – etwa mit optischer Oberflächenmesstechnik wie den TopMap Weißlichtinterferometern – bietet eine anschauliche Visualisierung der Messdaten und zugleich umfangreiche Auswertemöglichkeiten für eine tiefergehende Analyse und für die Rückkopplung in den Fertigungsprozess.
Melden Sie sich an und lesen Sie im vollständigen Whitepaper, wie Sie Oberflächen schneller und effizienter messen.
Häufige Fehlerquellen bei der Rauheitsmessung
Auf einige wiederkehrende Probleme sollten Sie achten:
- Vergleich von Werten aus unterschiedlichen Messbedingungen. Zwei Ra-Werte sind nur vergleichbar, wenn Norm, Filter, Grenzwellenlänge (Cut-off) und Auswertelänge übereinstimmen. Uneinheitliche Bezüge sind eine häufige Ursache für Abweichungen.
- Die Annahme, ein Profilschnitt stehe für die gesamte Oberfläche. Bei gerichteten oder ungleichmäßigen Oberflächen kann eine einzelne Messlinie genau die relevanten Merkmale übersehen.
- Welligkeit und Rauheit verwechseln. Ohne korrekte Filterung wird langwellige Variation als Rauheit interpretiert – oder umgekehrt.
- Nicht abgestimmte Grenzwellenlänge und Auswertelänge. Einstellungen, die nicht zur Oberfläche passen, verschieben die Ergebnisse systematisch.
- Verfahrensgrenzen bei anspruchsvollen Oberflächen. Weiche, empfindliche, sehr feine, stark geneigte oder schwer zugängliche Oberflächen sind für manche Verfahren eine Herausforderung – und diese Einschränkung ist im Endwert oft nicht erkennbar.
- Ein Budget, das kein passendes System für Materialien, Messaufgaben und Arbeitsablauf zuließ. Das rächt sich später – etwa bei Materialwechseln oder mangelnder Messstabilität – und verursacht am Ende mehr Aufwand und Kosten, als die anfängliche Einsparung wert war. Welche Optionen es gibt, lesen Sie im Abschnitt „Budget“ weiter unten – häufig bieten wir auch ein Eintauschprogramm an.
Sind Sie sich bei der passenden Messstrategie für Ihre Aufgabe unsicher? Sprechen Sie unsere Experten an. Wir unterstützen Sie gern – ob im lockeren Ideenaustausch, mit einer kostenlosen Machbarkeitsstudie oder mit einer ausführlicheren Beratung.
Das Budget – ein Hindernis für die Flächenrauheitsmessung?
Zum Schluss einer der wichtigsten Punkte überhaupt: Kosten und Budget. Ein komplettes System ist nicht immer sofort realisierbar – besonders bei Einzelprojekten oder temporärem Bedarf. Mit PolyFlex müssen Sie keine Investition tätigen: Lassen Sie uns die Messung für Sie durchführen oder mieten Sie ein System für die Dauer Ihres Projekts. Ein Großteil der Mietkosten lässt sich in der Regel auf einen späteren Kauf anrechnen – das Ausprobieren ist also keine verlorene Investition.
Wir empfehlen generell, vor dem Kauf einer Profilometer-Lösung (ob bei uns oder bei anderen Anbietern) eine Machbarkeitsstudie durchzuführen oder das System idealerweise zu mieten. Da ein Großteil der Mietkosten anrechenbar ist, können Sie eingehend prüfen, ob das Profilometer zu Ihren Messaufgaben und Arbeitsabläufen passt – und stellen so sicher, dass Sie in die richtige Lösung investieren.
Mehr erfahren – Leitfäden, Systeme und Normen
Methodenwahl: taktil oder optisch?
Wann ist ein taktiler Taster das richtige Werkzeug – und wann ist ein berührungsloses optisches Profilometer die bessere Wahl? Ein praktischer Vergleich von Stärken, Grenzen und Validierung.
Profilometer-Auswahl: Welches Polytec-System passt zu Ihrer Aufgabe?
Von der Einsteigerlösung für die Flächenrauheit bis zur automatisierten Fertigungsprüfung und zur großflächigen Form- und Rauheitsmessung – sehen Sie, wie sich Aufgaben den Systemen zuordnen lassen.
Unsere Oberflächen-Profilometer – von Mikro bis Makro

Roughness Tester
Roughness Tester ist unser kosteneffizientes Rauheitsmessgerät aus der Micro.View-Serie. Für den einfachen Einstieg in die flächenhafte Rauheitsmessung - von Ra, Rz, Rq zu Sa Sz Sq!
Micro.View
TopMap Micro.View® ist ein benutzerfreundlicher optischer Profiler im kompakten Tischaufbau. Micro.View® ist die kosteneffiziente Lösung zur Inspektion präzisionsgefertigter Oberflächen bis in den Sub-nm-Bereich und eignet sich für die Untersuchung von Rauheit, Mikrostrukturen und weiteren Oberflächenmerkmalen.
Micro.View+
Micro.View+ ist ein mikroskopbasierter Oberflächenprofiler mit Automatisierung und Farbkamerasystem. Er bietet reproduzierbare, anwenderunabhängige Analysen von Rauheit und Oberflächentextur und eignet sich sowohl für Laboranwendungen als auch für den Einsatz in der Produktion.
Überzeugen Sie sich vor dem Kauf von der Leistung eines Profilers – nutzen Sie unseren „Try before buy“ Ansatz.

FAQ
Was muss ich vor der Messung der Oberflächenrauheit beachten?
Klären Sie den geforderten Parameter und die zugehörige Norm, ob ein einzelner Profilschnitt Ihre Oberfläche repräsentiert, die Beschaffenheit der Oberfläche (reflektierend, weich, gekrümmt, schwer zugänglich), den nötigen Rauheitsbereich und die erforderliche Auflösung sowie, ob es sich um eine einmalige Messung oder eine reproduzierbare Fertigungsprüfung handelt.
Muss ich auch Textur, Welligkeit oder Form messen?
Oft ja. Die Rauheit ist nur ein Bestandteil einer Oberfläche. Dichtheit, Passung, Glanz und ähnliche Eigenschaften werden häufig durch Welligkeit und Form beeinflusst – das erfasst ein Rauheitswert allein nicht.
Was sind häufige Fehlerquellen bei der Rauheitsmessung?
Der Vergleich von Werten aus unterschiedlichen Normen oder mit unterschiedlichen Filtern, die Annahme, ein einzelner Profilschnitt repräsentiere eine ungleichmäßige Oberfläche, die Verwechslung von Welligkeit und Rauheit sowie nicht zur Oberfläche passende Grenzwellenlängen (Cut-off) und Auswertelängen.
Was ist der Unterschied zwischen Profilrauheit (2D) und Flächenrauheit (3D)?
Die Profilrauheit wird entlang einer einzelnen Linie ausgewertet (z. B. Ra, Rz), die Flächenrauheit über eine vollständige Fläche (z. B. Sa, Sq, Sz). Flächenhafte Messung ist erforderlich, wenn eine einzelne Linie die Oberfläche nicht zuverlässig beschreiben kann.
Wann sollte ich optisch statt taktil messen?
Wenn die Oberfläche nicht berührt werden darf, lokale Defekte relevant sind, flächenhafte Parameter erforderlich sind oder ein einzelnes Linienprofil nicht repräsentativ ist. Einen vollständigen Vergleich finden Sie in unserem Leitfaden „taktil oder optisch?".
Können optische Profilometer Ra und Rz messen?
Ja – Profilparameter lassen sich aus den 3D-Daten extrahieren. Werden die Werte für Abnahmeentscheidungen genutzt, sollten Sie den Messablauf gegen die jeweilige Spezifikation validieren.
Kann ich prüfen, ob ein Verfahren für meine Bauteile geeignet ist?
Ja. Eine Machbarkeitsstudie ist ein sinnvoller nächster Schritt, wenn Materialbeschaffenheit, Reflektivität, Geometrie, Rauheitsbereich oder Normvorgaben unklar sind. Falls Sie dies vor Ort machen wollen, bzw. Ihre Teile nicht versenden wollen empfehlen wir ein Gerät zu mieten und Ihre Tests ausführlich durchzuführen.
Warum die Oberflächenrauheit mit Polytec messen?
Polytec ist in erster Linie Messpartner: Wir helfen Ihnen, die konkreten Anforderungen Ihrer Aufgabe zu definieren, und wählen dann den passenden Ansatz – von hochauflösender Mikroanalyse bis zur großflächigen Produktionsprüfung, mit berührungsloser 3D-Messung, Profil- und Flächenauswertung aus einem Datensatz sowie Machbarkeitsstudien für anspruchsvolle Oberflächen.
Verwandte Artikel und Downloads
Oberflächenrauheit gemäß ISO 21920
Erfahren Sie mehr über die erneuerte ISO 21929 Norm für Rauheits- und Oberflächenprofilierung, was sie für Ihre tägliche Qualitätskontrolle bedeutet und wie Sie sie umsetzen können - Polytec begleitet Sie dabei!
Formabweichung und Rauheit
Formabweichung optisch messen: Oberflächenbeschaffenheit anhand Formparameter charakterisieren durch wiederholgenaue 3D-Messung.
Oberflächenrauheit
Erfahren Sie, was Oberflächenrauheit ist, wie Ra, Rz, Sa und Sq definiert sind und welche Normen wann gelten.
Downloads
Besprechen Sie Ihre Anforderungen mit unseren Experten
Gerne erfahren wir mehr über Ihre Bauteile, Toleranzen und Herausforderungen. Basierend darauf können wir Empfehlungen zu Technologien und Systemen geben. Oder wir zeigen Ihnen in einer kurzen Demo, wie einfach und effizient Messungen mit dem passenden Polytec Profilometer durchgeführt werden – entweder an unseren Komponenten oder direkt an Ihrem Bauteil.
