仅需粗糙度,还是也需评估纹理、波纹度与形状?
粗糙度只是表面的一个组成部分。在许多应用中,功能性问题并非仅由粗糙度造成,而是源自波长更长的成分——波纹度与形状——这些是粗糙度数值无法捕捉的。测量前,建议先厘清哪些表面成分对您的应用真正具有决定性影响。
刚接触基础知识?请参阅我们的知识库页面,了解"表面粗糙度"的定义,以及 Ra、Rz、Sa 和 Sq 的具体说明。
| 如果您关心的问题是… | 您可能需要评估… | 我们的建议 |
| 密封与泄漏路径 | 粗糙度 + 波纹度 + 形状 | 配备粗糙度传感器的宏观轮廓仪,或配备广角镜头(例如 0.6x)的微观轮廓仪 |
| 光泽度、雾度、光学外观 | 粗糙度(细)+ 波纹度 | 微观轮廓仪,配备广角镜头(例如 0.6x)以测量波纹度 |
| 配合度、接触、装配 | 粗糙度 + 形状/平面度 | 微观轮廓仪,配备大视野镜头(例如 0.6x) |
| 涂层附着力与质量 | 粗糙度 + 局部缺陷/纹理 | 微观轮廓仪 |
| 一般表面处理规格 | 按规格指定的粗糙度参数 | 微观轮廓仪 |
通过滤波,粗糙度、波纹度与形状被区分开来,而每项指标都揭示了不同的信息。此外,在评估波纹度与形状时,需要对表面有更全面的观察。关于各项定义及其相互关系,请参阅我们的专业知识页面:表面粗糙度以及表面纹理。
测量前需考量的要点
粗糙度数值唯有在其测量条件明确定义时才有意义。任何粗糙度任务都建议先厘清以下要点:
- 指定的参数与标准。图纸可能标注 Ra、Rz 或 Sa、Sq 等面参数,且同一符号在不同标准下可能含义不同。请确认确切的参数、标准以及所标示的滤波器或截止值(cut-off)。
- 单一轮廓是否能代表该表面。单一线段能良好描述均匀、各向同性的表面,但对于有方向性、结构化或局部变化的表面可能无法正确呈现。若表面不均匀,面数据能提供更可靠的结果。
- 表面本身。反射性、极深色、抛光、柔软、弯曲或难以触及的表面,对测量方法各有不同要求,并可能排除某些方法。
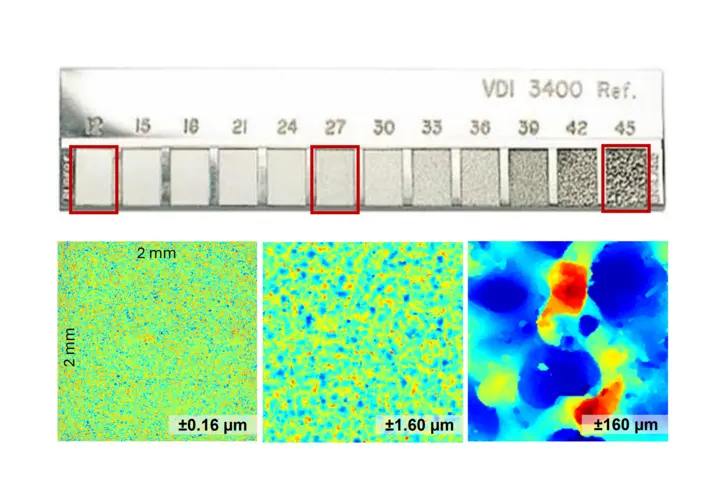
- 所需的粗糙度范围与分辨率。极低的粗糙度或细微特征需要相应的高垂直与横向分辨率;方法须与特征的尺度相匹配。
- 工作流程。一次性的研发分析与可重复、不依赖操作者的量产检测(含报告与合格判定)需求并不相同。
及早厘清这些要点,可避免出现技术上正确、却无法比较或不适用于决策的测量结果。
下载表面粗糙度评估白皮书
光学轮廓仪正逐渐取代接触式测量系统。在不久的将来,二维参数将仅在信息价值足够的情况下继续被采用。
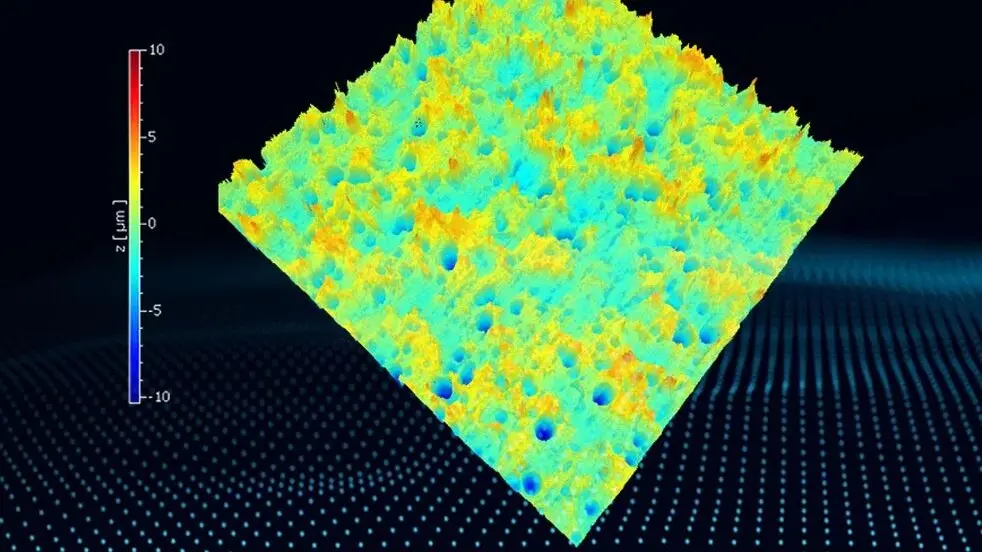
通过 TopMap 白光干涉仪等光学表面测量技术,对整个样品表面进行全面且完整的 3D 特性分析,不仅能直观地呈现测量数据,更能提供广泛的评估选项,以便对生产工艺进行更深入的分析与反馈。
立即注册并阅读完整论文,深入了解表面粗糙度,以及如何更快速、更高效地进行表面测量。
表面粗糙度测量中常见的陷阱
有几个反复出现的问题值得留意:
- 比较在不同条件下测得的数值。只有当标准、滤波器、截止值及评估长度完全一致时,两个 Ra 值才具有可比性。参照条件不一致是造成结果不一致的常见原因。
- 假设单一轮廓能代表整个表面。在具有方向性或非均匀的表面上,单一测量轨迹可能忽略真正重要的特征。
- 将波纹度与粗糙度混为一谈。若未进行正确的滤波处理,较长波长的波动可能被误判为粗糙度,反之亦然。
- 截止值与评估长度不匹配。不适合表面特性的设置会系统性地偏移结果。
- 在高难度表面上的方法限制。某些表面——例如柔软、敏感、极细微、陡峭或凹陷的表面——对特定方法而言难以处理,而此限制可能不会在最终数值中显现。
- 预算不足以购置符合材料特性、测量任务及工作流程的合适系统。当材料变更或测量稳定性出现问题时,此状况会反噬自身,导致耗费的精力远多于系统所能带来的收益。请参阅下文"预算"章节了解我们提供的选项——我们通常设有以旧换新方案。
若您对任务所需的最佳测量策略与方法尚有疑虑,请务必联系我们的专家。无论是单纯交流想法、进行免费可行性评估,还是需要更深入的支持,我们都乐意为您提供协助。
预算是面粗糙度测量的阻碍吗?
最后要谈的是最关键的管理事项之一:成本与预算。完整系统并非总能立即投入使用——尤其是针对单一项目或临时需求。通过 PolyFlex,您无需进行资本投资:让我们为您执行测量,或在项目期间租用系统。通常大部分租赁费用可抵扣日后购买的费用,因此试用并非沉没成本。
我们通常建议,在购买轮廓仪解决方案(无论是向我们还是向其他供应商购买)之前,先进行可行性研究,或最好先租用一套系统。由于您可将大部分租赁费用抵扣,因此能深入测试轮廓仪是否适合您的各项测量任务与工作流程——从而确保您将资金投入到正确的解决方案上。
我们的表面粗糙度轮廓仪 - 从微观到宏观

放心选择适合您的表面轮廓仪——尽享“先试后买”服务

FAQ
在测量表面粗糙度之前,我应该考虑哪些因素?
请厘清所需的参数与标准,包括:是否仅需单一轮廓来代表您的表面;表面的性质(反射性、柔软、弯曲、凹陷);所需的粗糙度范围与分辨率;以及该任务属于一次性检测,还是可重复的生产检测。
我是否也需要测量纹理、波纹度或形状?
通常确实如此。粗糙度是表面特性的其中一项。密封性、配合度、光泽度及类似功能,往往会受到波纹度与形状的影响,而这些因素仅凭粗糙度数值是无法完全反映的。
表面粗糙度测量中常见的错误有哪些?
将不同标准或滤波器下测得的数值进行比较;假设单一轮廓能代表不均匀的表面;将波纹度与粗糙度混为一谈;以及使用不适合该表面的截止长度或评估长度。
轮廓粗糙度(2D)与面粗糙度(3D)有何区别?
轮廓粗糙度沿单一线段进行评估(例如 Ra、Rz);而面粗糙度则针对整个表面进行评估(例如 Sa、Sq、Sz),当单一线段无法可靠地描述表面状况时,便需要采用面粗糙度评估。
何时应使用光学测量而非触针式测量?
当表面不宜触碰、局部缺陷至关重要、需要测量面参数,或单一线性轮廓无法充分反映实际状况时。请参阅"触针式与光学式"指南以获取完整比较。
光学轮廓仪能测量 Ra 和 Rz 吗?
可以——能够从 3D 数据中提取轮廓参数。若这些数值用于合格判定,请依据相关规范验证工作流程。
我可以测试某种方法是否适用于我的零件吗?
可以。当表面材质、反射率、几何形状、粗糙度范围或标准要求尚不明确时,进行可行性研究是相当有用的下一步。
为何要使用 Polytec 测量表面粗糙度?
Polytec 首先是您的测量合作伙伴:我们协助您厘清任务的实际需求,进而为您匹配合适的解决方案——从高分辨率微观分析到大面积生产检测,通过单一数据集即可进行非接触式 3D 测量、轮廓与面评估,并针对复杂表面提供可行性研究。
