
表面粗糙度的简要说明
表面粗糙度描述了表面的细微不规则性。它会影响摩擦、磨损、密封性能、涂层附着力、外观以及许多技术部件的功能性能。粗糙度可以通过单个轮廓沿线使用诸如Ra 和Rz 等参数进行评估,也可以通过整个表面区域使用诸如Sa 、Sq 和Sz 等三维面积参数进行评估。
为了获得可靠的结果,必须明确了解需要使用哪种粗糙度参数、适用何种标准,以及哪种测量方法适合该表面和应用场景。
什么是表面纹理?什么是粗糙度?
表面粗糙度是指表面高度的小尺度变化。即使在人眼看来光滑的表面,也包含微观的峰谷。这些不规则性是由加工、磨削、抛光、涂层、增材制造、成形或蚀刻等制造工艺造成的。
在表面纹理分析中,通常会将粗糙度与波纹和形状等长波长表面成分区分开来。这种区分非常重要,因为每个成分描述了表面的不同方面:
| 表面组件 | 描述 | 典型原因 |
| 粗糙度 | 细微、短波长的表面不平整 | 刀具痕迹、材料组织、抛光、涂层纹理 |
| 波纹 | 较宽、中波长的表面变化 | 机床振动、热效应、工艺不稳定性 |
| 形状 | 长波长的几何形状 | 曲率、平整度偏差、零件几何形状 |
为什么表面粗糙度很重要
表面粗糙度会影响部件在使用中的表现。根据具体应用场景的不同,表面可能需要非常光滑、刻意做粗糙处理,或者控制在较窄的公差范围内。
典型功能效应包括:
| 功能 | 为什么表面粗糙度很重要 |
| 摩擦与磨损 | 表面粗糙度会影响运动部件之间的接触行为 |
| 密封 | 峰谷及表面纹理会影响泄漏路径 |
| 润滑 | 表面凹谷可滞留油或其他润滑剂 |
| 涂层与粘接 | 表面纹理会影响附着力和涂层质量 |
| 外观 | 表面粗糙度会影响光泽度、雾度和光散射 |
| 可清洁性 | 表面纹理会影响污染物和残留物的行为 |
| 电学和热学接触 | 实际接触面积在很大程度上取决于表面形貌 |
| 生物医学性能 | 植入物表面、牙科部件和医疗器械通常需要受控的表面纹理 |
因此,粗糙度测量被广泛应用于质量控制、研发、工艺优化和失效分析等领域。
如何快速测量三维表面粗糙度
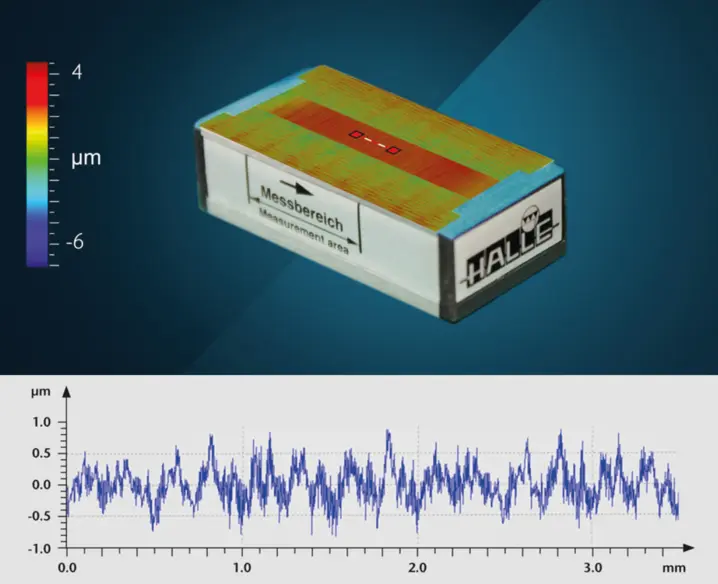
本视频演示了如何使用TopMap 白光干涉仪等非接触式光学表面轮廓仪,对机械工程部件(例如抛光表面)进行表面粗糙度的测量与表征。
选择所需放大倍率,利用电动转盘和自动化的Focus Finder 系统,进行大面积3D粗糙度测量与评估。管理和加载您自定义或预设的测量方案,简化3D粗糙度评估的快速启动流程,并可轻松生成报告及分享粗糙度评估结果,例如依据ISO 25178 等标准。
表面粗糙度主要有两种评估方式:作为二维轮廓或作为三维表面积。下表提供了简要概述:
| 测量方法 | 数据类型 | 典型参数 | 主要优势 |
| 轮廓粗糙度 | 二维线轮廓 | Ra、Rz 、Rq 、Rt | 成熟、简单、被广泛采用 |
| 面粗糙度 | 3D表面形貌 | Sa,Sq,Sz,Ssk,Sku | 更全面的表面信息 |
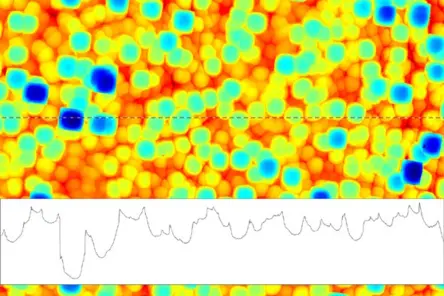
轮廓粗糙度和面积平均表面粗糙度
轮廓粗糙度
轮廓粗糙度是沿横跨表面的单条线进行测量的。这种方法传统上与触针式仪器以及诸如Ra 、Rz 和Rq 等参数相关。
轮廓测量方法已广泛确立,并在许多图纸、规范和生产环境中仍在使用。然而,单个轮廓可能无法充分代表复杂或方向依赖性的表面。
面积表面粗糙度
面积表面粗糙度是在整个表面区域内进行评估的。这会生成被测表面的三维高度图,并可得出诸如Sa 、Sq 和Sz 等面积参数。
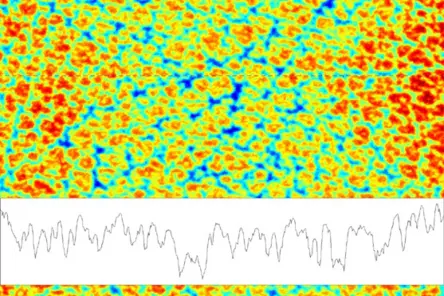
面积测量可提供关于完整表面结构的更多信息,包括局部缺陷、各向异性、纹理方向、峰值、谷值以及功能性表面特征。
面积式表面粗糙度分析仪的一大优势在于,如有需要,还能提供轮廓参数。而且由于表面面积的原始数据已被采集并存储,因此无论是在测量过程中还是数天之后,均可随时提取各种轮廓数据。
表面粗糙度参数与ISO标准
ISO 25178 定义了面积表面纹理参数,而ISO 21920 则是轮廓粗糙度测量的现代标准系列。国际标准化组织(ISO)指出,ISO 25178-2规定了面积表面纹理的术语、定义和参数。德国联邦物理技术研究院(PTB)将ISO 21920 描述为轮廓粗糙度测量的修订版三部分标准系列,该系列取代了ISO 4287 、ISO 4288以及ISO 13565 的部分内容等旧标准。
Ra,Rz,Sa 和Sq 对此进行了说明
Ra: 算术平均粗糙度
Ra 是最常用的粗糙度参数之一。它描述了在评估长度范围内,相对于平均线的绝对高度偏差的算术平均值。
Ra 该参数适用于一般的粗糙度控制,但无法显示表面是否存在孤立峰、深谷或定向结构。两个表面可能具有相同的Ra 值,但其功能表现却大相径庭。
Rz: 粗糙度深度
Rz 描述了沿轮廓线峰谷相关的粗糙度信息。它常用于技术图纸和制造规范中。与Ra 相比,Rz 对明显的峰和谷更为敏感。
由于标准随时间推移而变化,因此务必核查规范中引用的Rz 定义及所依据的标准。
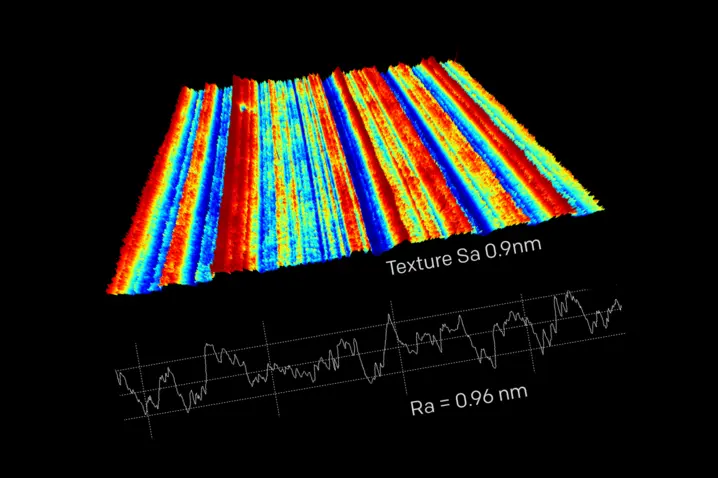
Sa:面积算术平均高度
Sa 是Ra 的面积对应量。与评估单条线不同,Sa 是根据完整的3D表面面积计算得出的。当一个表面无法通过单个轮廓可靠地表示时,该指标便显得尤为有用。
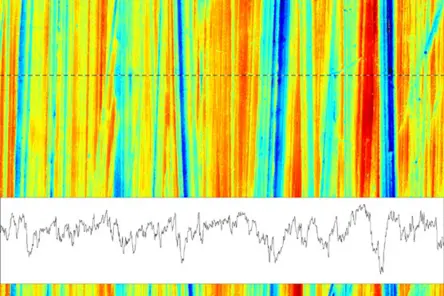
Sa 该指标特别适用于具有方向性纹理、局部缺陷、结构特征或不均匀粗糙度的表面。
Sq:面积均方根高度
Sq 是表面的均方根高度。与Sa 相比,Sq 对高峰和深谷赋予了更大的权重。因此,当极端高度偏差在功能上具有重要意义时,该指标便显得尤为有用。
常见的轮廓粗糙度参数有哪些?
| 参数 | 全称 | 描述内容 | 典型用途 |
| Ra | 算术平均粗糙度 | 沿轮廓线的平均绝对高度偏差 | 一般粗糙度规格 |
| Rq | 均方根粗糙度 | 沿轮廓线高度偏差的均方根值 | 比以下参数对高峰和深谷更为敏感Ra |
| Rz | 平均粗糙度深度/与最大高度相关的轮廓参数(取决于标准背景) | 与峰谷相关的粗糙度信息 | 常见于技术图纸和生产控制中 |
| Rt | 粗糙度轮廓的总高度 | 在评估长度内最高峰与最深谷之间的距离 | 极端轮廓特征的检测 |
| Rsk | Sk粗糙度轮廓的新颖性 | 高度分布的对称性 | 区分平台状或以谷地为主的表面 |
| Rku | 粗糙度轮廓的峰度 | 高度分布的尖锐度 | 检测尖峰状或分布异常的轮廓 |
常见的面积粗糙度参数有哪些?
| 参数 | 全称 | 描述内容 | 相关轮廓概念 |
| Sa | 算术平均高度 | 某区域内的平均绝对高度偏差 | 与以下概念相似Ra |
| Sq | 高度均方根 | 某区域内高度偏差的均方根值 | 与以下概念相似Rq |
| Sz | 地表最大高度 | 该区域内最高峰与最低谷之间的高度差 | 与最大高度概念相关 |
| Ssk | Sk新颖性 | 区域内高度分布的对称性 | 与Rsk相关 |
| Sku | 峰度 | 某一区域内高度分布的尖锐度 | 与Rku相关 |
| Sp | 最大峰高 | 高于平均平面的高点 | 峰值分析 |
| Sv | 最大凹谷高度 | 均值平面下方最深的谷 | 谷分析 |
表面粗糙度标准
粗糙度测量依赖于标准化的定义、滤波器、评估长度以及参数计算。针对轮廓测量和面积测量,最相关的标准各不相同。
| 标准 | 主要关注点 | 典型相关性 |
| ISO 21920 | 型材表面纹理 | 用于型材粗糙度规格和参数的现代标准系列 |
| ISO 25178 | 面积表面纹理 | 三维表面形貌与面积粗糙度参数 |
| ISO 4287 / ISO 4288 | 较早的轮廓粗糙度标准 | 在现有图纸和旧版规范中仍可见 |
| ISO 1302 | 技术产品文档中表面纹理的标注 | 图纸符号与规范背景 |
ISO 21920 该标准之所以变得重要,是因为它实现了轮廓粗糙度测量的现代化,并取代了多项较旧的轮廓相关标准。然而,许多现有的图纸仍引用ISO 4287 或ISO 4288。因此,在评估粗糙度时,用户应核对图纸或规范中的确切标准引用。
对于三维面积测量,ISO 25178 是关键的标准系列。该标准定义了面积表面纹理术语和参数,并被广泛应用于光学三维表面测量。
WLI系列表面粗糙度测量方案

表面粗糙度仪
Polytec表面粗糙度测量仪是迈入3D表面计量的入门级光学轮廓仪,Micro.View系列专为触针式用户升级打造。高性价比预配置,支持R参数与S参数评估,符合ISO标准。非接触式测量,亚纳米分辨率,可选电动载物台与以旧换新升级保障。
Micro.View
Micro.View是一款紧凑型台式光学轮廓仪,操作简便。作为高性价比的检测工具,它可对精密加工表面进行亚纳米级分辨率的检测,适用于粗糙度、微观结构及其他表面细节的评估。
Micro.View+
Micro.View+ 是一款基于显微镜平台的高端表面轮廓仪,支持自动化操作与彩色成像。其能够实现与操作人员无关的、高重复性的粗糙度与纹理分析,可同时满足实验室研发与生产现场的质量控制需求。
放心选择适合您的表面轮廓仪,尽享“先试后买”服务

