摩擦学保障性能与安全
——表面测量技术提供佐证
在摩擦学——即研究摩擦、润滑和磨损的科学——中,表面特性起着至关重要的作用。只需改变表面,即可按需控制这些参数。摩擦、润滑性能以及耐磨/抗磨损性的理想状态在很大程度上取决于表面处理的精密度。
因此,工程师会对关键表面进行测试并制定规格,以确保预期性能和功能得以实现。然而,这需要相应的测量仪器,因为只有强大的表面测量方法才能支持开发出合适的零部件。随着3D光学表面轮廓仪逐渐成为行业标准,面积参数被广泛用于定义和检验预定表面。

测量磨损和磨蚀
磨损会影响产品的使用寿命、效率、安全性和外观。在研发阶段,会评估耐磨性以比较不同材料和涂层;在认证阶段,会评估耐磨性以验证保修期限或法规目标;在使用阶段,则会评估耐磨性以检测导致摩擦变化或加速失效的偏差。量化磨损体积和磨损痕迹几何形状,可为优化涂层和确认耐久性提供客观依据。
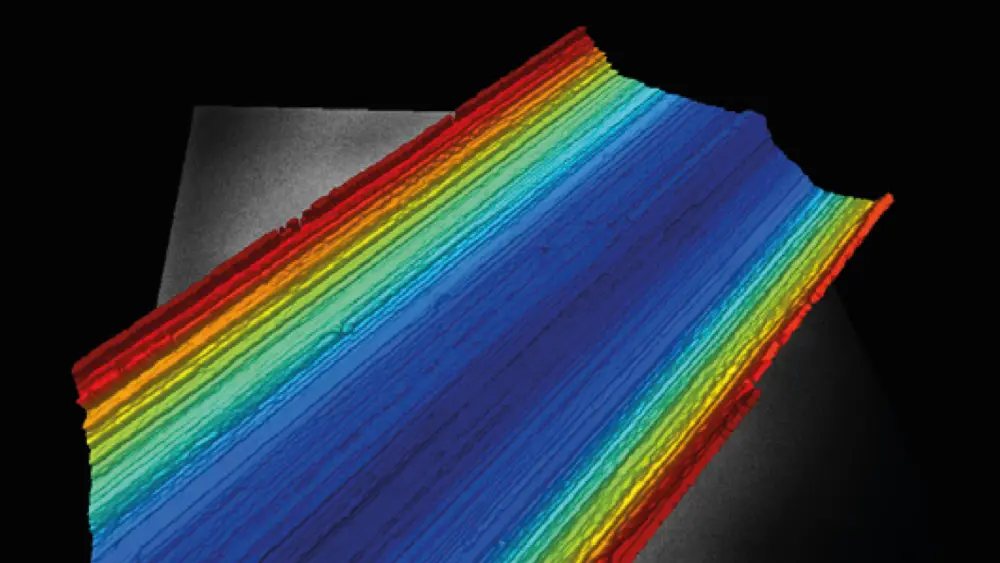
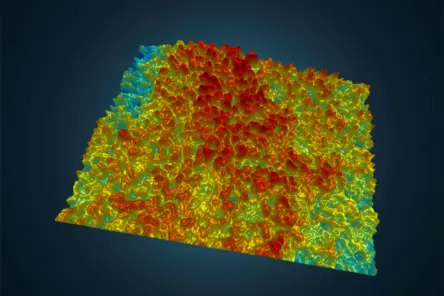
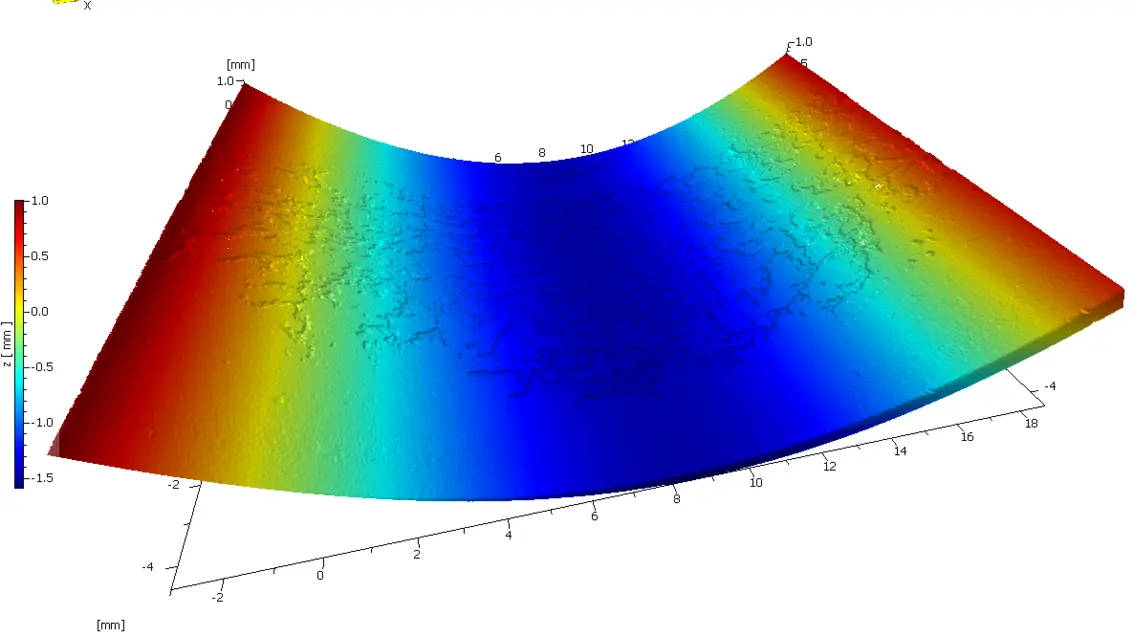
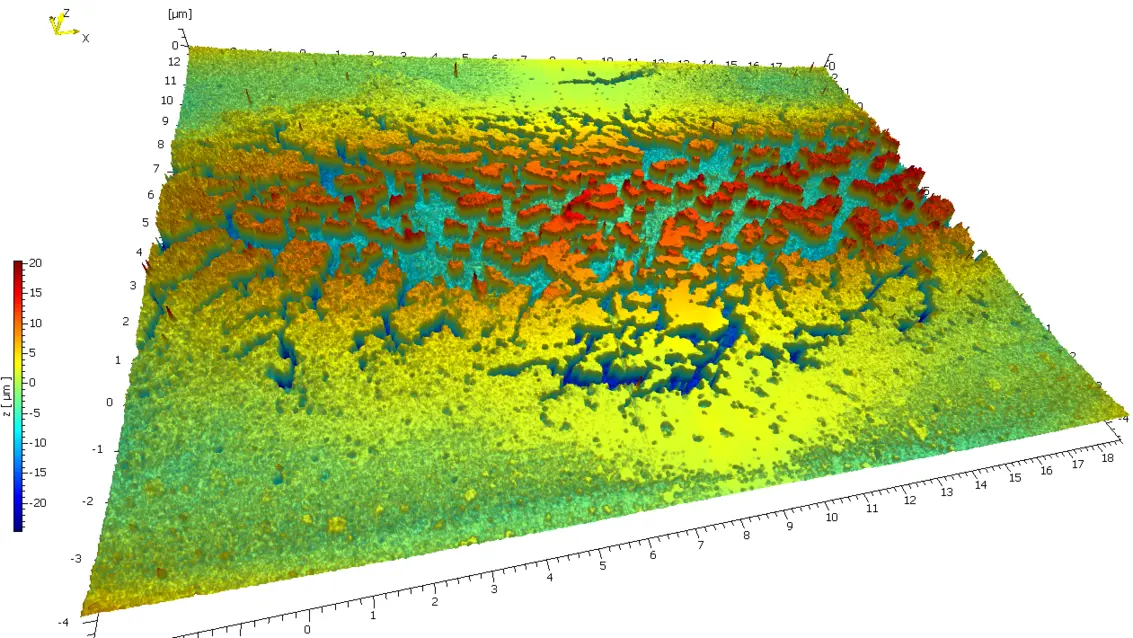
使用面式三维计量技术捕获完整的磨损足迹,随后计算其体积、深度、面积和形态。ISO 25178 的“V”参数(例如Vv、Vm、Vvc、Vmc)专为基于体积的表征而设计,通过材料比例曲线进行分析,在摩擦学领域得到广泛应用。 大面积形貌分析可让您观察整个磨损痕迹,随后去除轮廓以分离真实磨损,并可视化涂层破坏情况(特别是在轴承等曲面部件上)。
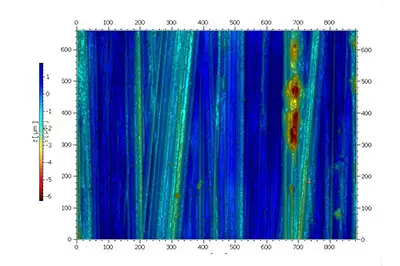
从宏观到微观:扫描大视场以揭示图案(条纹、抖动),然后放大观察微观损伤——将两者结合于一个工作流程中。
“磨损”和“摩擦学”有什么区别?
磨损是指接触过程中发生的材料损失或表面损伤;摩擦学则是研究这种磨损(以及摩擦和润滑)背后机制的更广泛领域,旨在预测和控制磨损。
如何量化磨损?
通常通过对磨损痕迹进行三维平面测量(体积损失、最大深度、受影响区域),并结合ISO 25178 的S指标和V指标等衍生参数来实现。正因如此,光学轮廓仪是进行质量检测的理想系统。
“标准”磨损是如何确定的?
特别是在研发测试、材料选型或生产工艺检查中,必须采用标准的“磨损”条件,以确保结果的可比性。常见的台架试验通过产生受控接触来形成“磨损痕迹”,例如:
- 销盘试验(ASTM G99):在设定载荷/速度下的滑动磨损;结果通常包括磨损率和摩擦系数。
- 干砂/橡胶轮(ASTM G65):在标准化条件下,根据体积损失(mm³)进行磨损等级评定。
- 泰伯(Taber)耐磨试验(ASTM D4060):评估刚性基板上有机涂层的耐磨性
如何检查表面的润滑性能
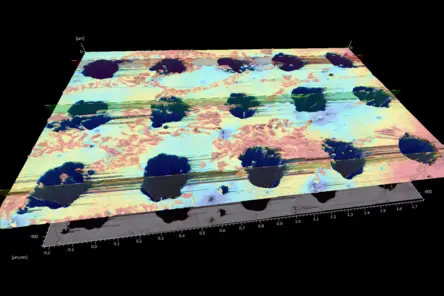
工程师通过规定表面参数来控制润滑性能。表面纹理影响油膜的形成方式、维持时间,以及降低摩擦和磨损的效率。这些规格确保零件在Str-ibeck曲线的预期区域内运行,从而避免过热、过早磨损或失效。
使用表面轮廓仪对零件进行测量,以确认表面纹理符合设计意图并满足设计规范。检测可验证凹谷、台地及纹理方向性能否在润滑剂保留、载荷支撑和流量控制之间实现恰当的平衡。
确认表面纹理符合预期润滑工况的要求。例如,可使用基于材料比曲线推导出的ISO 25178 等面积指标来量化油膜保持能力和承载能力:
- Vvv/Vvc*(谷体/空隙体积比)用于衡量润滑剂容纳能力
- Vmp/Vmc(峰值/基体材料体积)用于评估平台区完整性;
- Sk* 族(Spk/Svk/Sk 与 Smr1/Smr2)用于峰值去除和谷部储油量。
方向性(Str/Sal )反映了纹理表面上的流动和剪切行为。
使用表面轮廓仪进行摩擦分析
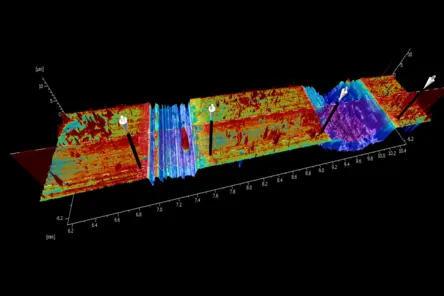
摩擦系数(COF)的变化趋势可揭示工况变化和即将发生的失效:稳定的COF表明间隙充足;上升或波动的COF则表明存在边界接触、发热及加速磨损。在Stribeck曲线上的位置取决于粘度、速度、载荷和粗糙度,因此应结合试验条件来解读COF。缺陷的存在与形态——量化高度/深度、面积、体积,以将症状与根本原因联系起来
在标准测试(例如针盘测试、往复运动测试)过程中,记录摩擦系数(COF)随时间/循环次数的变化。将摩擦系数特征(峰值、漂移)与三维划痕指标——体积损失、最大深度、受影响面积——以及与润滑相关的参数(例如Vvv、Ssk/Sku ,用于衡量峰谷倾向)进行关联分析。
摩擦系数(COF)的验证基本上属于标准的表面轮廓分析。必须检查并记录工程部门指定的面积参数。这对我们的轮廓仪而言是一项标准任务——即使面对高反射率表面也是如此。
适用于摩擦学测量任务的配合面轮廓仪

表面粗糙度仪
Polytec表面粗糙度测量仪是迈入3D表面计量的入门级光学轮廓仪,Micro.View系列专为触针式用户升级打造。高性价比预配置,支持R参数与S参数评估,符合ISO标准。非接触式测量,亚纳米分辨率,可选电动载物台与以旧换新升级保障。
Micro.View
Micro.View是一款紧凑型台式光学轮廓仪,操作简便。作为高性价比的检测工具,它可对精密加工表面进行亚纳米级分辨率的检测,适用于粗糙度、微观结构及其他表面细节的评估。
Micro.View+
Micro.View+ 是一款基于显微镜平台的高端表面轮廓仪,支持自动化操作与彩色成像。其能够实现与操作人员无关的、高重复性的粗糙度与纹理分析,可同时满足实验室研发与生产现场的质量控制需求。
放心选择适合您的表面轮廓仪,尽享“先试后买”服务

为什么选择WLI表面轮廓仪,又为什么选择Polytec ?
白光干涉测量法(WLI/CSI)可在实际视场范围内提供可追溯的、大面积三维表面形貌数据,其垂直方向噪声小于1纳米——非常适合定量分析磨损痕迹、磨合痕迹以及润滑剂滞留纹理。摩擦学决策既依赖于大面积参数(ISO 25178 的S和V指标),也依赖于在适当去除轮廓后进行的体积计算;这些分析需要真实的三维表面数据,而非单一轮廓数据。
WLI 可在同一工作流程中完整捕获磨损痕迹或纹理,并支持放大观察微观特征,从而能够一致地计算磨损体积、深度分布及谷容。该技术在从高反射性到超哑光表面均表现出色,且测量周期短,进一步支持生产零件的合格性评估和统计过程控制(SPC)。
什么是“S”参数?
ISO 25178 S-参数是一类区域性(3D)表面纹理描述符,例如Sa 、Sq 、Ssk 、Sku ,以及空间/方向性术语,如Str 和Sal 。它们量化了整个区域(而非仅限于一条剖面线)的高度统计数据和纹理分布情况。
什么是“V”参数?何时使用它们?
V参数描述了根据阿博特-菲尔斯通(材料比)曲线推导出的材料体积和空隙体积:Vmp、Vmc、Vvc、Vvv。这些参数在磨损和润滑研究中尤为有用,因为它们能够定量描述峰值材料体积(磨合期)、核心支撑体积和谷值体积(油保留量)。
为什么使用面(3D)参数,而不是仅使用剖面(2D)参数?
面积指标能够全面反映接触足迹和纹理各向异性,与单一轮廓相比,能更好地反映功能行为(摩擦、磨损、润滑)之间的关联性。ISO 25178 明确定义了这些三维参数。
为什么客户在摩擦学领域转向使用Polytec 分析仪?
特别是在摩擦学评估中,我们经常遇到由高反射率材料制成的棘手样品。这正是客户转而采用Polytec的TopMap CSI/WLI系统的主要原因,因为该系统能够对从镜面般光亮的金属到非常暗、超哑光的表面等各类样品进行可靠测量。
- 稳定的亚纳米级Z轴分辨率:无论放大倍率如何,均能保持低噪声,并具备可溯源的校准和适用于GR&R的重复性。
- 从宏观↔微观覆盖范围:大视场(FOV)用于均匀性图和快速筛查,随后可放大观察微观缺陷;支持拼接图像、同轴光学系统以及处理陡坡/曲面部件的工具。
- 缺陷与表面分析:自动检测/尺寸测量/分类,ISO 25178 面积“S”参数和“V”体积指标,用于客观的合格/不合格判定。
- 吞吐量与集成:脚本化的多站点工艺配方、自动对焦、条形码/工艺配方控制、合格/不合格规则,以及轻松导出至 SPC/QMS/PLC/MES。
- 车间环境适应性:具备环境/振动补偿功能,并具有短循环时间,适用于在线/近线使用。
- 大规模应用的易用性:提供引导式工作流程、模板和审计追踪功能,确保不同操作员和不同班次之间的检测结果保持一致。
