同步测量形状偏差和粗糙度
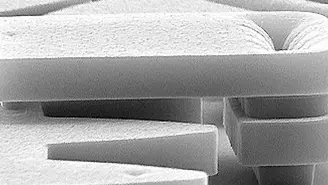
毛坯工件的表面质量,是保障后续产品稳定服役性能的关键。例如牙科金属植入物,对表面粗糙度要求极低;而许多毛坯工件则需要特定粗糙度,以适配后续喷涂与镀膜工艺。部分应用场景甚至需要同时获取形貌偏差与粗糙度两项数据。
了解TopMap光学表面测量技术的多元应用,以及TopMap Pro.Surf+多传感器轮廓仪如何实现高精度表面形貌精细分析。
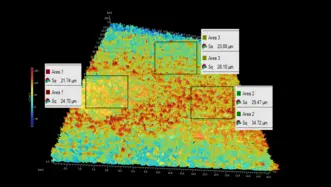
这款一体化光学传感系统视场范围大、无需拼接,即可快速完成样品检测;可精准采集三维面域数据,涵盖高度、台阶、平行度、粗糙度及表面纹理等各类参数。
形状偏差与其他表面要素的分类
表面形貌、表面粗糙度与表面波纹度有何区别?常规机械加工会产生三种主要的表面形貌成分,可依其成因进行分类。
其一为粗糙度与微观纹理,是各类加工过程固有的表面特征;由切削刀具、放电加工、刃口成型或刀尖微观不平整等加工痕迹形成。
其二为波纹度,主要由工件形变、设备振动、砂轮失衡、进给不均、颤振及其他外界干扰因素造成。
其三为表面形状(形貌),排在粗糙度与波纹度之后;它对应图纸与设计中形位公差所定义的宏观几何轮廓特征。
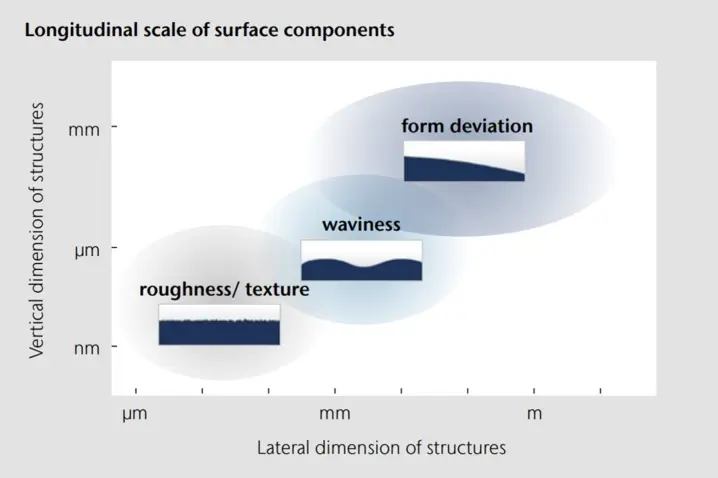
形状偏差 vs 粗糙度 vs 波纹度
「表面偏差分类」示意图,从横向尺度与纵向尺度两个维度,清晰概括各类表面形貌组成。
图表左侧为粗糙度与表面纹理,这类特征需要对横向与纵向微观尺寸做精细解析,也是表面计量领域常用的评价指标。目前测量表面粗糙度较主流的方式仍是触针式轮廓仪,但其存在固有短板:接触式测量会产生探针磨损,长期使用后会造成测量结果失准、一致性变差。
实际应用中,往往会明确要求某一类表面形貌特征,以满足特定使用功能。但机床操作不当、工件装夹不合理、热应力引发变形,都会产生不必要的形状偏差;设备运转失衡、机械振动会在表面形成波纹度;而加工工艺与切屑成型机理,则决定了工件固有的表面粗糙度特征。

资料下载
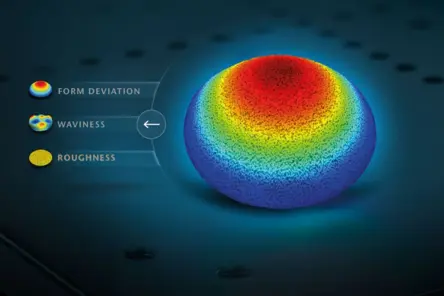
形状偏差、波纹度(或平面度)与粗糙度(或纹理)的界限并非泾渭分明,而是相互过渡、紧密关联的。工件表面可被视为无数不同波长成分的叠加:从长波长的形状偏差,经过波纹度,平滑过渡到短波长的粗糙度特征。详细内容请参阅《表面粗糙度白皮书》。

适配多种工况的表面轮廓仪,灵活性出众
Polytec TopMap系列设备,可在纳米级分辨率下完成大范围形状偏差检测,具备超大测量量程,同时还能对局部区域开展表面粗糙度测量。设备采用白光干涉技术实现全域表面检测,搭配光谱共焦传感器还可完成粗糙度轮廓测量。可对工件整体表面进行形貌表征、计算体积,并依据选定的间距参数精准识别表面峰谷特征。

表面粗糙度仪
Polytec表面粗糙度测量仪是迈入3D表面计量的入门级光学轮廓仪,Micro.View系列专为触针式用户升级打造。高性价比预配置,支持R参数与S参数评估,符合ISO标准。非接触式测量,亚纳米分辨率,可选电动载物台与以旧换新升级保障。
Micro.View
TopMap Micro.View® 是一款紧凑型台式光学轮廓仪,操作简便。作为高性价比的检测工具,它可对精密加工表面进行亚纳米级分辨率的检测,适用于粗糙度、微观结构及其他表面细节的评估。
Micro.View+
Micro.View+ 是一款基于显微镜平台的高端表面轮廓仪,支持自动化操作与彩色成像。其能够实现与操作人员无关的、高重复性的粗糙度与纹理分析,可同时满足实验室研发与生产现场的质量控制需求。
放心选择适合您的表面轮廓仪——尽享“先试后买”服务