
表面粗さの概要
表面粗さは、表面の微細な凹凸を表すものです。これは、摩擦、摩耗、シール性能、コーティングの密着性、外観、および多くの技術部品の機能性能に影響を及ぼします。粗さは、RaやRzなどのパラメータを用いて単一のプロファイルに沿って評価することも、Sa、Sq、Szなどの3次元面積パラメータを用いて表面全体にわたって評価することもできます。
信頼性の高い結果を得るためには、どの粗さパラメータが必要か、どの規格が適用されるか、そしてその表面や用途に適した測定方法は何かを理解することが重要です。
表面の質感とは何か、また粗さとは何か?
表面粗さとは、表面の高さに生じる微小な変動のことです。人間の目には滑らかに見える表面であっても、微細な山や谷が存在します。こうした不規則性は、機械加工、研削、研磨、コーティング、積層造形、成形、エッチングなどの製造工程によって生じます。
表面組織解析において、粗さは通常、うねりや形状といった長波長の表面成分とは区別されます。この区別は、各成分が表面の異なる側面を表しているため重要です:
| 表面部品 | 説明 | 主な原因 |
| 表面粗さ | 微細な短波長の表面不均一性 | 工具痕、材料組織、研磨、コーティングのテクスチャ |
| うねり | より広範囲で、中波長の表面変動 | 機械振動、熱的影響、プロセスの不安定性 |
| 形状 | 長波長の幾何学的形状 | 曲率、平坦度偏差、部品の形状 |
表面粗さが重要な理由
表面粗さは、部品の使用時の挙動に影響を与えます。用途によっては、表面を非常に滑らかにしたり、意図的にテクスチャを施したり、あるいは狭い公差範囲内に制御したりする必要がある場合があります。
代表的な機能的影響には、次のようなものがあります:
| 機能 | なぜ表面粗さが重要なのか |
| 摩擦と摩耗 | 表面粗さは可動部品間の接触挙動に影響を与える |
| シール | 山、谷、および表面の質感は、漏れ経路に影響を与えます |
| 潤滑 | 表面の谷部は、油やその他の潤滑剤を保持する |
| コーティングおよび接着 | 表面の凹凸は、密着性とコーティング品質に影響を与える |
| 光学的な外観 | 粗さは光沢、ヘイズ、および散乱に影響を与える |
| 洗浄性 | 表面の微細構造は、汚染や残留物の挙動に影響を与える可能性がある |
| 電気的および熱的接触 | 実際の接触面積は、表面の形状に大きく依存する |
| 生体医療性能 | インプラント表面、歯科用部品、および医療機器には、多くの場合、制御された表面粗さが求められる |
このため、表面粗さ測定は、品質管理、研究開発、プロセスの最適化、および故障解析において活用されています。
3Dで表面粗さを素早く測定する方法
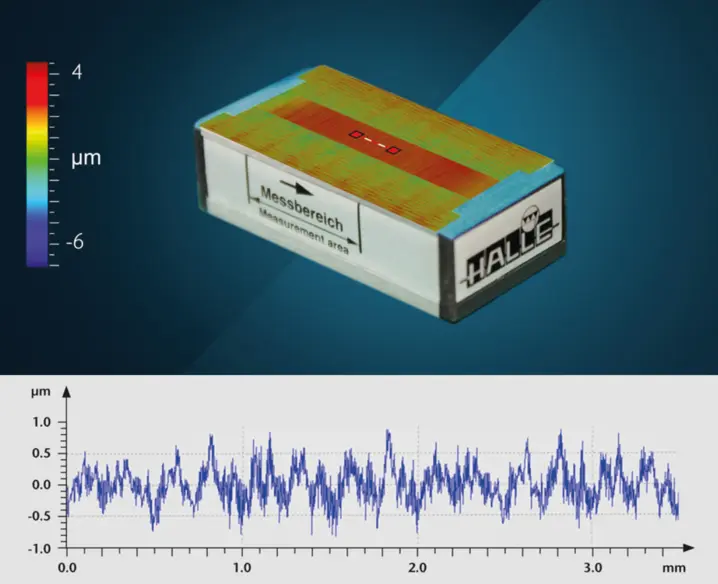
この動画では、TopMap ホワイトライト干渉計などの非接触光学式表面プロファイラーを使用して、機械加工部品(研磨面など)の表面粗さを測定・評価する方法をご紹介します。
倍率を選択し、電動ターレットと自動Focus Finder を活用して、広範囲にわたる3D粗さ測定および評価を行ってください。個別の測定レシピや事前定義された測定レシピを管理・読み込むことで、3D粗さ評価を迅速かつ簡単に開始でき、ISO 25178などに準拠した粗さ評価の結果を簡単にレポート化し、共有することができます。
Surface roughness can be evaluated in two principal ways: as a 2D profile or as a 3D surface area. The table provides a quick overview:
表面粗さは、主に2つの方法で評価できます。すなわち、2次元プロファイルとして、あるいは3次元表面積としてです。
| 測定手法 | データタイプ | 代表的なパラメータ | 主な利点 |
| プロファイル粗さ | 2Dラインプロファイル | Ra, Rz, Rq, Rt | 確立されており、シンプルで、広く指定されている |
| 面粗さ | 3D表面形状 | Sa, Sq, Sz, Ssk, Sku | より詳細な表面情報 |
プロファイル粗さおよび面粗さ
表面粗さ
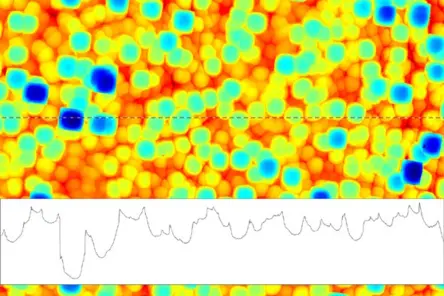
表面の輪郭粗さは、表面を横切る単一の線に沿って測定されます。この手法は、従来、スタイラス式測定器やRa、Rz、Rqといったパラメータと関連付けられてきました。
プロファイル測定は広く定着しており、現在も多くの図面、仕様書、生産現場で使用されています。しかし、単一のプロファイルでは、複雑で方向依存性のある表面を完全に表現できない場合があります。
面粗さ
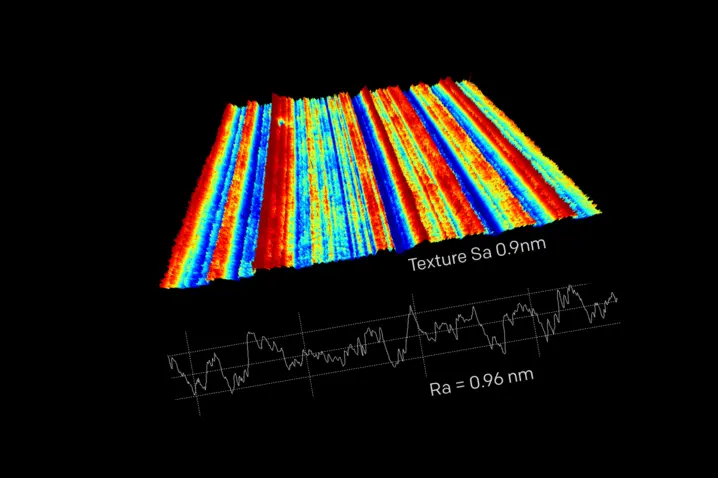
面粗さは、表面全体にわたって評価されます。これにより、測定面の3次元高さマップが作成され、Sa、Sq、Szなどの面粗さパラメータが算出されます。
面状測定は、局所的な欠陥、異方性、テクスチャ方向、ピーク、バレー、および機能的な表面特徴など、表面構造全体に関するより多くの情報を提供します。
面状表面粗さ測定装置の大きな利点は、必要に応じてプロファイルパラメータも提供できる点にあります。また、表面領域の生データが取得・保存されるため、測定中はもちろん、数日後であっても、いつでも様々なプロファイルを抽出することが可能です。
表面粗さ評価に関するホワイトペーパーをダウンロード
光学式プロファイル計は、接触式測定システムに取って代わる傾向が強まっています。近い将来には、2次元パラメータは、その情報価値が十分である場合にのみ残ることになるでしょう。
TopMap の白色光干渉計のような光学式表面計測技術を用いて、試料表面全体を包括的かつ完全に3次元で評価することで、測定データを直感的に可視化できるだけでなく、より詳細な分析や製造プロセスへのフィードバックを行うための幅広い評価オプションが可能になります。
登録して、表面粗さに関する詳細な論文、および表面測定をより迅速かつ効率的に行う方法についてご覧ください。
表面粗さパラメータとISO規格
ISO 25178は面状表面粗さパラメータを規定しており、一方、ISO 21920はプロファイル粗さ測定に関する最新の規格シリーズである。 ISOは、ISO 25178-2が面状表面粗さの用語、定義、およびパラメータを規定していると述べています。PTBは、ISO 21920を、ISO 4287、ISO 4288、およびISO 13565の一部といった旧規格に代わる、プロファイル粗さ測定のための改訂された3部構成の規格シリーズであると説明しています。
Ra、Rz、Sa、Sqの解説
Ra:算術平均粗さ
Raは、最も広く使用されている粗さパラメータの一つです。これは、評価長内における平均線からの絶対的な高さ偏差の算術平均を表します。
Raは一般的な粗さ管理には有用ですが、表面に孤立したピークや深い谷、あるいは方向性のある構造が存在するかどうかは示しません。2つの表面が同じRa値を示していても、その機能的な挙動は大きく異なる場合があります。
Rz:粗さ深度
Rzは、プロファイルに沿った山と谷に関連する粗さ情報を表します。これは、技術図面や製造仕様書で頻繁に使用されます。Raと比較して、Rzは顕著な山や谷に対してより敏感です。
規格は時代とともに変化しているため、仕様書でどのRzの定義およびどの規格が参照されているかを確認することが重要です。
Sa:面積平均高さ
SaはRaの面積版にあたります。単一のラインを評価するのではなく、Saは完全な3D表面積から算出されます。これにより、1つのプロファイルでは表面を確実に表現できない場合に有用です。
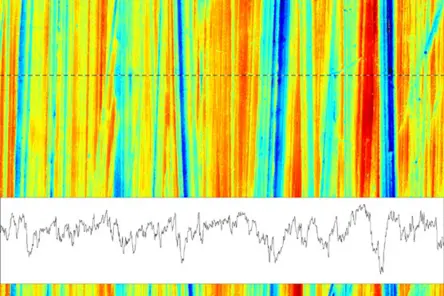
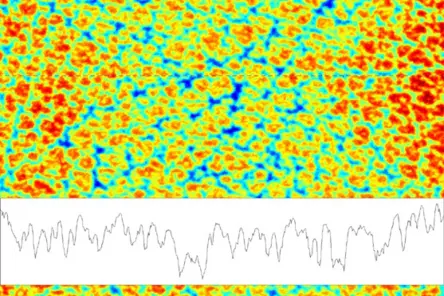
Saは、方向性のあるテクスチャ、局所的な欠陥、構造化された特徴、または不均一な粗さを持つ表面に特に適しています。
Sq:面積平均二乗高
Sqは、表面の二乗平均平方根高さです。Saと比較して、Sqは高いピークや深い谷をより重視します。したがって、極端な高さの偏差が機能的に重要となる場合に有用です。
一般的な表面粗さパラメータにはどのようなものがありますか?
| パラメータ | 正式名称 | 説明 | 一般的な用途 |
| Ra | 算術平均粗さ | プロファイルに沿った平均絶対高さ偏差 | 一般的な粗さ仕様 |
| Rq | 二乗平均平方根粗さ | プロファイルに沿った高さ偏差のRMS値 | Raよりも高い山や深い谷に敏感 |
| Rz | 平均粗さ深度/最大高さに関連するプロファイルパラメータ(規格の文脈による) | 山から谷に関連する粗さ情報 | 技術図面や生産管理で一般的に使用される |
| Rt | 粗さプロファイルの全高 | 評価長における最高峰と最深谷の間の距離 | 極端なプロファイル特徴の検出 |
| Rsk | 粗さプロファイルの歪度 | 高さ分布の対称性 | 平坦な表面と谷が支配的な表面の判別 |
| Rku | 粗さプロファイルの尖度 | 高さ分布の鋭さ | スパイク状または異常な分布を示すプロファイルの検出 |
一般的な表面粗さパラメータにはどのようなものがありますか?
| パラメータ | 正式名称 | 説明 | 関連するプロファイルの概念 |
| Sa | 算術平均高さ | ある領域における平均絶対標高偏差 | Raに類似した概念 |
| Sq | 高さの二乗平均平方根 | ある領域における高さの偏差のRMS値 | Rqと類似した概念 |
| Sz | 表面の最大高さ | 領域内の最高峰と最深部の谷間の高さ | 最大高の概念に関連 |
| Ssk | 偏度 | 領域における高さ分布の対称性 | Rskに関連 |
| Sku | Kurtosis | ある領域における高さの分布の尖度 | Rkuに関連 |
| Sp | 最大ピーク高さ | 平均面より高い最高ピーク | ピーク解析 |
| Sv | 最大ピット高さ | 平均面より下にある最も深い谷 | 谷の解析 |
表面粗さの基準
表面粗さの測定は、標準化された定義、フィルタ、評価長、およびパラメータの算出方法に基づいています。最も関連性の高い規格は、プロファイル測定と面積測定で異なります。
| 標準 | 主な焦点 | 代表的な適用範囲 |
| ISO 21920 | プロファイル表面のテクスチャ | プロファイル粗さに関する仕様およびパラメータの現代的な標準シリーズ |
| ISO 25178 | 表面粗さ | ISO 251783D表面形状および面粗さパラメータ |
| ISO 4287 / ISO 4288 | 旧プロファイル粗さ規格 | 既存の図面や旧来の仕様書には依然として記載されている |
| ISO 1302 | 技術製品文書における表面テクスチャの表示 | 図面記号および仕様書の文脈 |
ISO 21920は、プロファイル粗さの測定方法を最新のものに更新し、従来のいくつかのプロファイル関連規格に取って代わるものとして重要視されています。しかし、既存の図面の多くは依然としてISO 4287やISO 4288を参照しています。したがって、粗さを評価する際には、図面や仕様書に記載されている正確な規格参照を確認する必要があります。
3次元面積測定に関しては、ISO 25178が主要な規格群です。この規格は、面積表面粗さの用語とパラメータを定義しており、光学式3次元表面測定において広く使用されています。
表面粗さを測定するためのWLIの選択肢
Micro.View
TopMap Micro.View® is an easy to use optical profiler in a compact table-top setup. Choose Micro.View® as the cost-effective inspection tool for examining precision-engineered surfaces down to the sub-nm range, for inspecting roughness, microstructures and more surface details.
Micro.View+
Advanced microscope-based surface profiler with automation and color imaging. Micro.View+ enables repeatable, operator-independent roughness and texture analysis—ready for lab and production use.
自信を持って最適な表面プロファイラーをお選びください——「購入前に試用」という当社のアプローチのメリットを享受いただけます。

その他の表面パラメータ
表面の質感
Surface texture defines a material's topography regarding roughness, waviness & lay.
表面平坦度測定
Measure surface flatness and characterize workpiece topography regarding surface flatness tolerances according to ISO 1101, ISO 12781
表面段差高さ
機能的なワーク表面の品質管理のために、精密表面の段差高さを測定します。段差高さの計算方法 プロファイルベースと面的段差高さの比較
層厚
Measure areal surfaces parameters to control layer thickness and optimize coating processes for minimizing quality costs.
ご要望について専門家とご相談ください
まずは部品仕様、公差、ワークフローについて簡単に話し合いましょう。必要に応じて、実現可能性調査、PolyMeasure(契約測定)、またはPolyRentトライアルをオプションの次のステップとして追加することも可能です。
