表面纹理在工业质量控制中的重要性
网络研讨会:轻松实现粗糙度测量
研讨会内容:从基于 ISO 21920 线粗糙度参数 Ra、Rq、Rz,到基于 ISO 25178 面粗糙度参数 Sa、Sq、Sz,更有实用技巧与方法…… 没时间参会?没关系 —— 立即注册观看回放!
+ 额外福利!
表面纹理参数可能会影响零部件的性能、外观、摩擦、耐腐蚀性、疲劳行为,进而影响其功能。因此,表面质量和特征对各类产品都产生影响,无论是工业机械和系统、医疗设备还是消费品。表面纹理在制造业、汽车业、航空航天业和电子业等众多行业中都至关重要。
表面粗糙度的定义及ISO标准
在表面计量学中,表面粗糙度的定义和表征采用多种参数和标准,其中包括国际标准化组织(ISO)制定的标准。与表面粗糙度定义和测量相关的ISO标准包括ISO 4287 、25178以及新发布的ISO 21920 。
ISO 4287
本标准规定了与表面粗糙度相关的术语、定义和参数。它为理解表面粗糙度术语和触觉测量方法提供了全面的指南。
ISO 25178
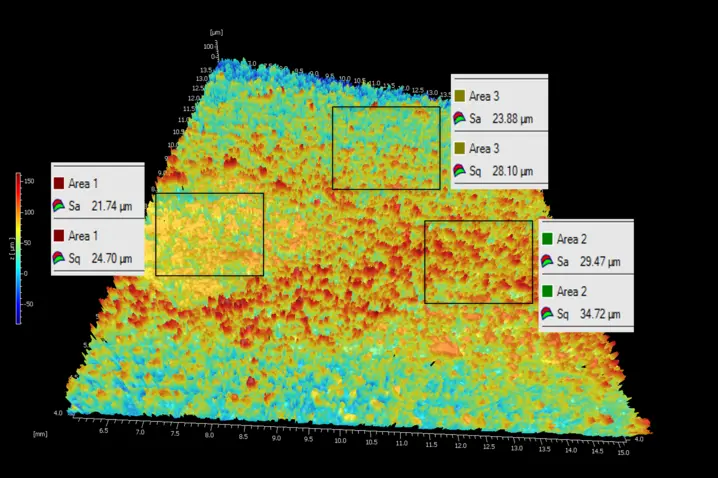
本标准规定了采用面(3D)测量技术(如接触式轮廓仪、色散共焦测量仪、相干扫描干涉仪和焦距变化法)测量表面纹理的方法。本标准引入了Sa (算术平均高度)和Sq (均方根高度)等参数,用于表征3D表面纹理。
新ISO 21920
本系列共分三部分,取代了部分标准(其中一些已有数十年历史),整合了相关信息,并在许多领域提供了更清晰的说明。同时,该系列还与美国ASME标准以及ISO 25178 (关于表面处理的标准)实现了协调统一。

下载关于……的独家指南ISO 21920
阅读这篇关于技术图纸相关性的独家全文论文(需登录)(取代 ISO 1302),了解为何ISO 21920 不仅包含Ra 的内容(取代ISO 4287 和ISO 13565-2/-3),以及如何获得有效的测量结果(取代 ISO 4288)。

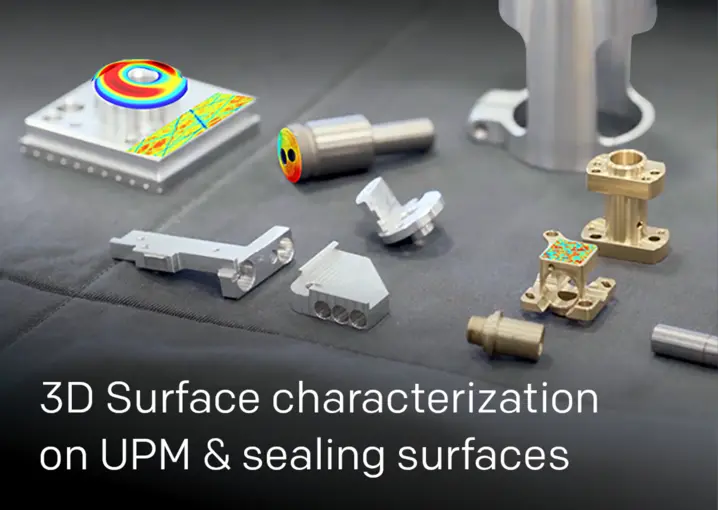
利用光学和触觉轮廓测量技术表征(3D)纹理
测量表面纹理的方法有多种:
- 光学、非接触式测量
- 以及接触式、基于测线的测量方法。
无论采用何种测量方法,ISO标准都为表面粗糙度的表征和规定提供了统一的框架。
表面触感测量
接触式表面轮廓仪通过测针或探头物理接触被测材料的表面。测针沿表面移动,记录移动过程中的高度变化。此类轮廓仪用于测量表面粗糙度及纹理参数,例如Ra 、Rz 和Rq 。它们通常适用于各种表面,包括透明或不透明的表面。 接触式测量通过与表面直接接触,对详细的表面特征进行分析。然而,接触式轮廓仪可能会损坏脆弱或柔软的表面,且在测量大面积或整个区域时,测量过程往往耗时且速度较慢。此外,测针容易磨损,导致随时间推移测量结果出现偏差。
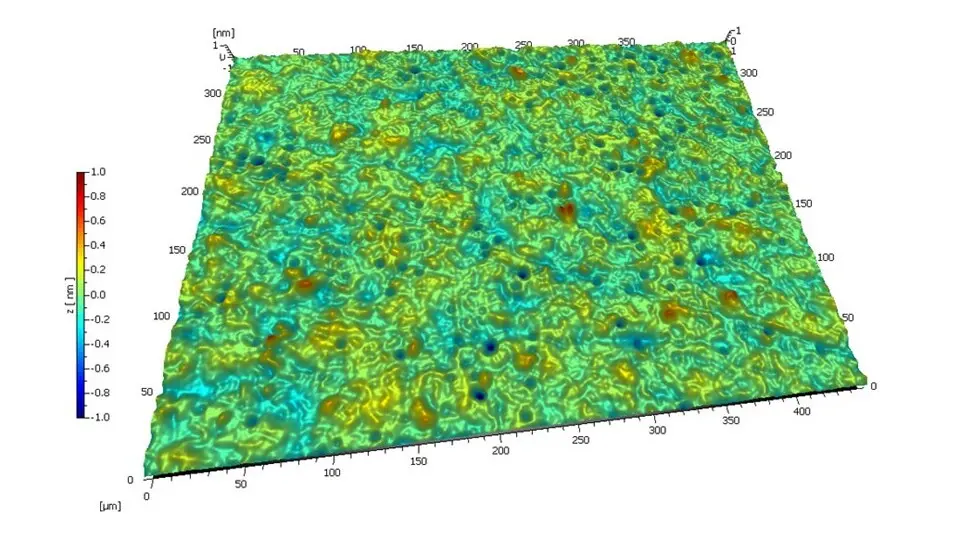
3D纹理的光学扫描
白光轮廓仪 或称相干扫描干涉仪,是一种光学表面轮廓仪,采用非接触式测量方法,无需物理接触表面即可可靠地采集三维表面形貌数据。该设备非常适合测量三维表面粗糙度参数和纹理,例如Sa 和Sq ,同时也适用于捕捉详细的表面结构和形状。
光学轮廓仪属于无损检测设备,适用于包括易碎或精密表面在内的各类表面。在测量较大表面面积时,其测量速度也更快。然而,光学轮廓仪在测量光亮表面和弯曲表面时可能存在局限性。总而言之,选择光学或接触式表面轮廓测量方法取决于具体应用、被测表面的类型、所需精度及其他因素。这两种方法各有其优势和局限性。
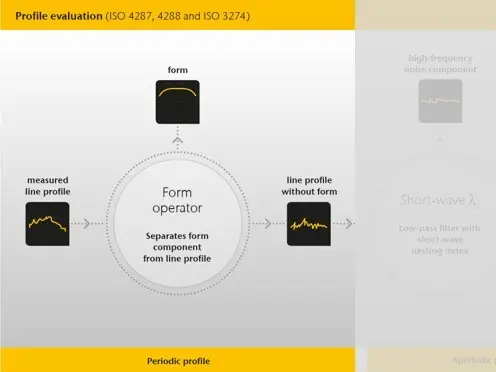
轮廓和面积表面评估的ISO标准
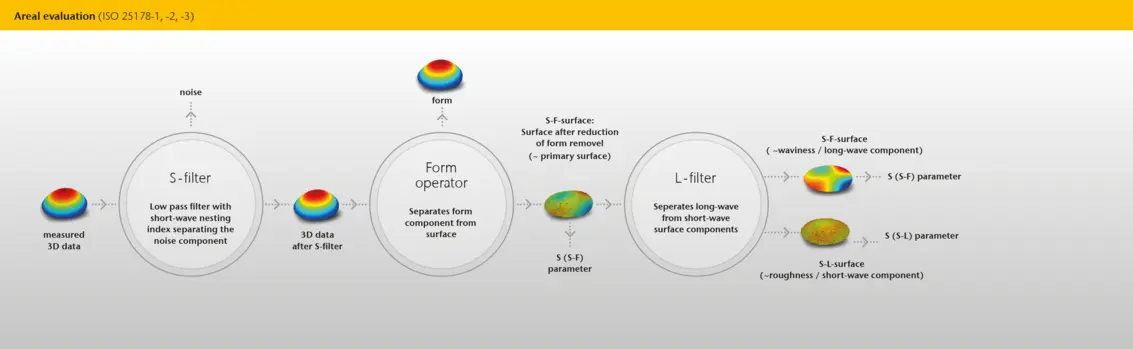
关于基于面积或剖面的表面评估的测量链,详见ISO 25178 或ISO 4287 ,两者在某些细节上有所不同。
WLI 用于测量表面粗糙度和纹理的解决方案
TopMap 光学轮廓仪通过大面积扫描技术,基于精确的高度数据提供三维纹理测量数据,可实现快速、可重复的测量并获得可靠的结果。欢迎联系我们,获取免费演示和可行性研究!

表面粗糙度仪
Polytec表面粗糙度测量仪是迈入3D表面计量的入门级光学轮廓仪,Micro.View系列专为触针式用户升级打造。高性价比预配置,支持R参数与S参数评估,符合ISO标准。非接触式测量,亚纳米分辨率,可选电动载物台与以旧换新升级保障。
Micro.View
Micro.View是一款紧凑型台式光学轮廓仪,操作简便。作为高性价比的检测工具,它可对精密加工表面进行亚纳米级分辨率的检测,适用于粗糙度、微观结构及其他表面细节的评估。
Micro.View+
Micro.View+ 是一款基于显微镜平台的高端表面轮廓仪,支持自动化操作与彩色成像。其能够实现与操作人员无关的、高重复性的粗糙度与纹理分析,可同时满足实验室研发与生产现场的质量控制需求。
放心选择适合您的表面轮廓仪,尽享“先试后买”服务