
Oberflächenrauheit auf den Punkt gebracht
Die Oberflächenrauheit beschreibt die feinen Unebenheiten einer Oberfläche. Sie beeinflusst Reibung, Verschleiß, Dichtungsverhalten, Beschichtungshaftung, optisches Erscheinungsbild und die Funktionsleistung vieler technischer Bauteile. Die Rauheit kann entlang eines einzelnen Profils anhand von Parametern wie Ra und Rz oder über eine gesamte Oberfläche hinweg anhand von flächigen 3D-Parametern wie Sa, Sq und Sz bewertet werden.
Für zuverlässige Ergebnisse ist es wichtig zu verstehen, welcher Rauheitsparameter erforderlich ist, welche Norm gilt und welche Messmethode für die Oberfläche und die Anwendung geeignet ist.
Was versteht man unter Oberflächenstruktur und was unter Rauheit?
Die Oberflächenrauheit bezeichnet die kleinräumigen Schwankungen in der Höhe einer Oberfläche. Selbst Oberflächen, die für das menschliche Auge glatt erscheinen, weisen mikroskopisch kleine Erhebungen und Vertiefungen auf. Diese Unregelmäßigkeiten entstehen durch Fertigungsprozesse wie Zerspanung, Schleifen, Polieren, Beschichten, additive Fertigung, Umformen oder Ätzen.
Bei der Oberflächenbeschaffenheitsanalyse wird die Rauheit in der Regel von Oberflächenkomponenten mit längerer Wellenlänge wie Welligkeit und Form getrennt. Diese Trennung ist wichtig, da jede Komponente einen anderen Aspekt der Oberfläche beschreibt:
| Oberflächenkomponente | Beschreibung | Typische Ursache |
| Rauheit | Feine, kurzwellige Oberflächenunregelmäßigkeiten | Werkzeugspuren, Materialstruktur, Polierung, Beschichtungsstruktur |
| Welligkeit | Breitere, mittelwellige Oberflächenabweichungen | Maschinenschwingungen, thermische Einflüsse, Prozessinstabilität |
| Form | Geometrische Form mit langer Wellenlänge | Krümmung, Abweichung von der Ebenheit, Teilgeometrie |
Die Oberflächenrauheit ist daher nicht nur ein visueller Eindruck. Es handelt sich um eine messbare Eigenschaft, die anhand festgelegter Parameter, Filter und Normen bewertet werden muss. Weitere Informationen zu Welligkeit und Form finden Sie auch auf der Seite zur Oberflächenstruktur.
Warum die Oberflächenrauheit wichtig ist
Die Oberflächenrauheit beeinflusst das Verhalten eines Bauteils im Einsatz. Je nach Anwendungsfall muss eine Oberfläche sehr glatt, bewusst strukturiert oder innerhalb eines engen Toleranzbereichs gehalten sein.
Typische funktionale Auswirkungen sind:
| Funktion | Warum die Oberflächenrauheit wichtig ist |
| Reibung und Verschleiß | Die Rauheit beeinflusst das Kontaktverhalten zwischen beweglichen Teilen |
| Dichtung | Spitzen, Täler und Oberflächenstruktur beeinflussen die Leckagewege |
| Schmierung | Oberflächenvertiefungen können Öl oder andere Schmierstoffe zurückhalten |
| Beschichtung und Verklebung | Die Oberflächenstruktur beeinflusst die Haftung und die Beschichtungsqualität |
| Optisches Erscheinungsbild | Die Rauheit beeinflusst Glanz, Trübung und Streuung |
| Reinigungsfähigkeit | Die Oberflächenstruktur kann das Verhalten von Verunreinigungen und Rückständen beeinflussen |
| Elektrischer und thermischer Kontakt | Die tatsächliche Kontaktfläche hängt stark von der Oberflächentopografie ab |
| Biomedizinische Leistung | Implantatoberflächen, zahnmedizinische Teile und medizinische Geräte erfordern oft eine kontrollierte Struktur |
Aus diesem Grund wird die Rauheitsmessung in der Qualitätskontrolle, in Forschung und Entwicklung, bei der Prozessoptimierung sowie bei der Fehleranalyse eingesetzt.
Rauheitsmessung und Auswertung nach ISO 25178 oder ISO 21920
Dieses Video zeigt, wie man die Oberflächenrauheit an Bauteilen aus dem Maschinenbau, z. B. an polierten Oberflächen, mit berührungslosen optischen Oberflächenprofilmessgeräten wie den Weißlicht-Interferometern der Serie „ TopMap “ misst und charakterisiert.
Wählen Sie Ihre Vergrößerung, nutzen Sie die Vorteile des motorisierten Revolvers und der automatischen Focus Finder für die flächige 3D-Rauheitsmessung und -auswertung. Verwalten und laden Sie Ihre individuellen und vordefinierten Messrezepte für einen vereinfachten Schnellstart der 3D-Rauheitsauswertung und erstellen Sie ganz einfach Berichte sowie teilen Sie Ihre Erkenntnisse zur Rauheitsauswertung, z. B. gemäß ISO 25178 und weiteren Normen.
Wählen Sie mit Zuversicht den passenden Oberflächenprofiler – lassen Sie sich die Leistungsfähigkeit unserer Systeme live demonstrieren.
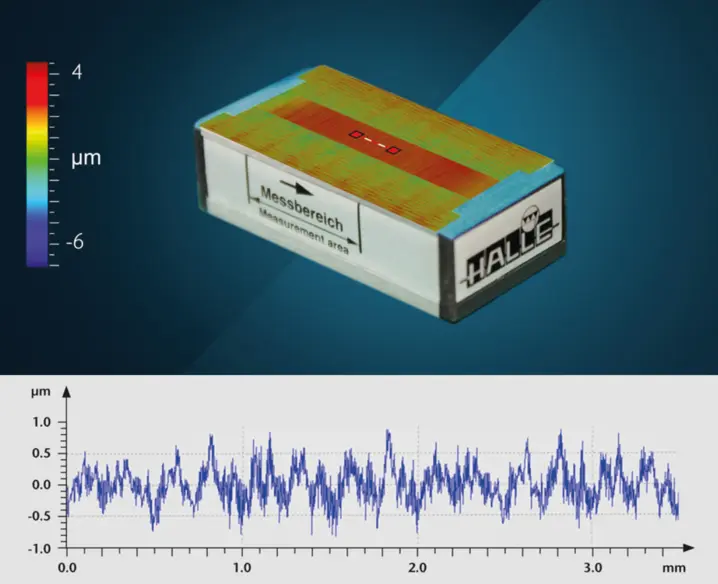
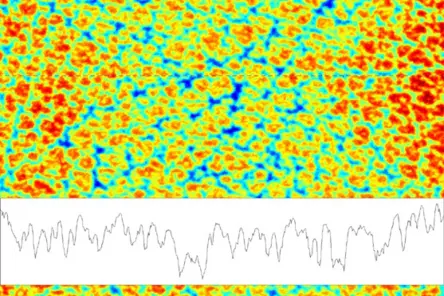
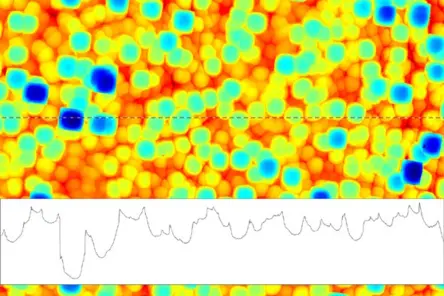
Flächenhafte 3D-Rauheitsmessdaten
Surface roughness can be evaluated in two principal ways: as a 2D profile or as a 3D surface area. The table provides a quick overview:
Die Oberflächenrauheit lässt sich auf zwei Arten bewerten: als 2D-Profil oder als 3D-Oberflächenbereich.
| Messansatz | Datentyp | Typische Parameter | Hauptvorteil |
| Profilrauheit | 2D-Linienprofil | Ra, Rz, Rq, Rt | Etabliert, einfach, weit verbreitet |
| Flächenrauheit | 3D-Oberflächentopografie | Sa, Sq, Sz, Ssk, Sku | Umfassendere Oberflächeninformationen |
Profilrauheit
Die Profilrauheit wird entlang einer einzigen Linie über die Oberfläche gemessen. Dieser Ansatz wird traditionell mit Tastermessgeräten und Parametern wie Ra, Rz und Rq in Verbindung gebracht.
Profilmessungen sind weit verbreitet und werden nach wie vor in vielen Zeichnungen, Spezifikationen und Produktionsumgebungen verwendet. Ein einzelnes Profil kann jedoch komplexe oder richtungsabhängige Oberflächen unter Umständen nicht vollständig wiedergeben.
Flächenrauheit
Die flächenbezogene Oberflächenrauheit wird über die gesamte Oberfläche bewertet. Dadurch entsteht eine 3D-Höhenkarte der gemessenen Oberfläche, die flächenbezogene Parameter wie Sa, Sq und Sz ermöglicht.
Flächenmessungen liefern mehr Informationen über die gesamte Oberflächenstruktur, einschließlich lokaler Defekte, Anisotropie, Texturrichtung, Erhebungen, Vertiefungen und funktionaler Oberflächenmerkmale.
Ein großer Vorteil von Messgeräten für die flächige Oberflächenrauheit besteht darin, dass bei Bedarf auch Profilparameter bereitgestellt werden können. Und da die Rohdaten der Oberfläche erfasst und gespeichert werden, können die verschiedenen Profile jederzeit extrahiert werden – während der Messung oder auch Tage später.
Laden Sie das Whitepaper zur Bewertung der Oberflächenrauheit herunter
Optische Profilometer ersetzen zunehmend taktile Messsysteme. In naher Zukunft werden 2D-Parameter letztlich nur noch dort Bestand haben, wo ihr Informationswert ausreichend ist.
Eine umfassende und vollständige 3D-Charakterisierung der gesamten Probenoberfläche, z. B. durch den Einsatz optischer Oberflächenmesstechnik wie den Weißlicht-Interferometern von TopMap, bietet eine intuitive Visualisierung der Messdaten und ermöglicht gleichzeitig umfangreiche Auswertungsmöglichkeiten für eine tiefere Analyse und Rückmeldung zum Produktionsprozess.
Melden Sie sich an und lesen Sie im vollständigen Artikel mehr über Oberflächenrauheit und darüber, wie Oberflächen schneller und effizienter gemessen werden können.
Rauheitsparameter und die ISO-Normen
Die Norm ISO 25178 definiert Parameter für die flächige Oberflächenstruktur, während ISO 21920 die moderne Normenreihe für die Messung der Profilrauheit darstellt. Die ISO gibt an, dass ISO 25178-2 Begriffe, Definitionen und Parameter für die flächige Oberflächenstruktur festlegt. Die PTB beschreibt ISO 21920 als die überarbeitete dreiteilige Normenreihe zur Messung der Profilrauheit, die ältere Normen wie ISO 4287, ISO 4288 und Teile von ISO 13565 ersetzt.
Erläuterung zu Ra, Rz, Sa und Sq
Ra: arithmetischer Mittelwert der Rauheit
Ra ist einer der am häufigsten verwendeten Rauheitsparameter. Er beschreibt den arithmetischen Mittelwert der absoluten Höhenabweichungen von der Mittellinie innerhalb der Auswertungslänge.
Ra eignet sich für die allgemeine Rauheitskontrolle, zeigt jedoch nicht an, ob eine Oberfläche vereinzelte Spitzen, tiefe Täler oder Richtungsstrukturen aufweist. Zwei Oberflächen können denselben Ra-Wert aufweisen, aber ein sehr unterschiedliches Funktionsverhalten haben.
Rz: Rauhtiefe
Rz beschreibt die auf Spitzen-Tal-Verhältnisse bezogenen Rauheitsinformationen entlang eines Profils. Es wird häufig in technischen Zeichnungen und Fertigungsspezifikationen verwendet. Im Vergleich zu Ra reagiert Rz empfindlicher auf ausgeprägte Spitzen und Täler.
Da sich die Normen im Laufe der Zeit geändert haben, ist es wichtig zu prüfen, auf welche Rz-Definition und welche Norm in der Spezifikation Bezug genommen wird.
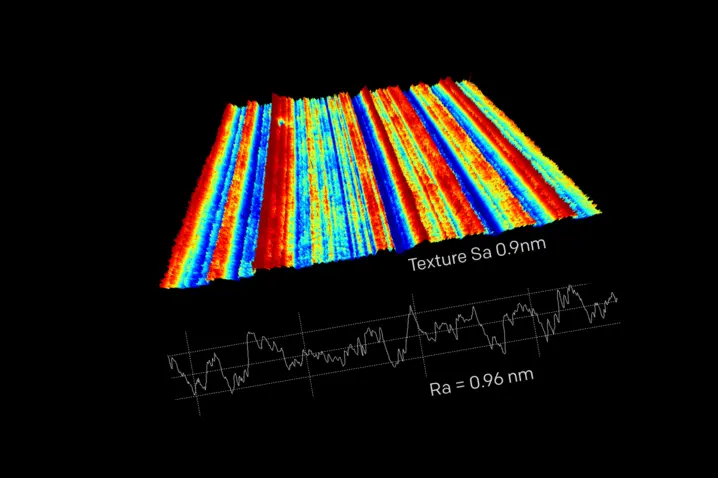
Sa: flächenbezogene arithmetische Mittelhöhe
Sa ist das flächenbezogene Pendant zu Ra. Anstatt eine einzelne Linie zu bewerten, wird Sa aus einer vollständigen 3D-Oberflächenfläche berechnet. Dies macht es nützlich, wenn eine Oberfläche nicht zuverlässig durch ein einziges Profil dargestellt werden kann.
Sa ist besonders relevant für Oberflächen mit gerichteter Textur, lokalen Defekten, strukturierten Merkmalen oder ungleichmäßiger Rauheit.
Sq: flächenbezogene quadratische Mittelwert-Höhe
Sq ist die quadratische Mittelwert-Höhe der Oberfläche. Im Vergleich zu Sa gewichtet Sq hohe Spitzen und tiefe Täler stärker. Es kann daher nützlich sein, wenn extreme Höhenabweichungen funktional relevant sind.
Was sind die gängigen Parameter für die Profilrauheit?
| Parameter | Vollständiger Name | Beschreibung | Typische Verwendung |
| Ra | Arithmetischer Mittelwert der Rauheit | Durchschnittliche absolute Höhenabweichung entlang eines Profils | Allgemeine Rauheitsangabe |
| Rq | Quadratischer Mittelwert der Rauheit | Effektivwert der Höhenabweichungen entlang eines Profils | Reagiert empfindlicher auf hohe Spitzen und tiefe Täler als Ra |
| Rz | Mittlere Rauhtiefe / auf die maximale Höhe bezogener Profilparameter, abhängig vom Normkontext | Informationen zur Rauheit in Bezug auf Spitzen-Tal-Höhen | Üblich in technischen Zeichnungen und der Fertigungskontrolle |
| Rt | Gesamthöhe des Rauheitsprofils | Abstand zwischen dem höchsten Berg und dem tiefsten Tal innerhalb der Auswertungslänge | Erkennung extremer Profilmerkmale |
| Rsk | Schiefe des Rauheitsprofils | Symmetrie der Höhenverteilung | Unterscheidung zwischen plateauartigen und talbetonten Oberflächen |
| Rku | Kurtosis des Rauheitsprofils | Schärfe der Höhenverteilung | Erkennung von spitzen oder ungewöhnlich verteilten Profilen |
Was sind die gängigen Parameter für die Oberflächenrauhigkeit?
| Parameter | Vollständiger Name | Was es beschreibt | Zugehöriges Profilkonzept |
| Sa | Arithmetischer Mittelwert der Höhe | Durchschnittliche absolute Höhenabweichung über ein Gebiet | Ähnliches Konzept wie Ra |
| Sq | Quadratischer Mittelwert der Höhe | Quadratischer Mittelwert der Höhenabweichungen über ein Gebiet | Ähnliches Konzept wie Rq |
| Sz | Maximale Höhe der Oberfläche | Höhe zwischen dem höchsten Gipfel und dem tiefsten Tal im Bereich | Bezieht sich auf Konzepte der maximalen Höhe |
| Ssk | Schiefe | Symmetrie der Höhenverteilung über ein Gebiet | Bezogen auf Rsk |
| Sku | Kurtosis | Schärfe der Höhenverteilung über eine Fläche | Verwandt mit Rku |
| Sp | Maximale Spitzenhöhe | Höchster Peak über der Mittelebene | Peak-Analyse |
| Sv | Maximale Talhöhe | Tiefste Talhöhe unterhalb der Mittelebene | Tal-Analyse |
Normen für die Oberflächenrauheit
Die Rauheitsmessung stützt sich auf standardisierte Definitionen, Filter, Auswertungslängen und Parameterberechnungen. Die wichtigsten Normen unterscheiden sich je nach Profil- und Flächenmessung.
| Standard | Schwerpunkt | Typische Relevanz |
| ISO 21920 | Profiloberflächenstruktur | Moderne Normenreihe für Spezifikationen und Parameter der Profilrauheit |
| ISO 25178 | Flächenbezogene Oberflächenstruktur | 3D-Oberflächentopografie und flächige Rauheitsparameter |
| ISO 4287 / ISO 4288 | Ältere Normen zur Profilrauheit | Tauchen weiterhin in bestehenden Zeichnungen und älteren Spezifikationen auf |
| ISO 1302 | Angabe der Oberflächenstruktur in der technischen Produktdokumentation | Zeichnungssymbole und Spezifikationskontext |
Die Norm ISO 21920 hat an Bedeutung gewonnen, da sie die Messung der Profilrauheit modernisiert und mehrere ältere normenbezogene Standards ersetzt. Viele bestehende Zeichnungen verweisen jedoch weiterhin auf ISO 4287 oder ISO 4288. Bei der Bewertung der Rauheit sollten Anwender daher die genaue Normenangabe in der Zeichnung oder Spezifikation überprüfen.
Für flächige 3D-Messungen ist ISO 25178 die wichtigste Normenreihe. Sie definiert Begriffe und Parameter der flächigen Oberflächenstruktur und wird häufig für die optische 3D-Oberflächenmessung verwendet.
Ihre WLI-Optionen zur Messung der Oberflächenrauheit

Roughness Tester
Roughness Tester ist unser kosteneffizientes Rauheitsmessgerät aus der Micro.View-Serie. Für den einfachen Einstieg in die flächenhafte Rauheitsmessung - von Ra, Rz, Rq zu Sa Sz Sq!
Micro.View
TopMap Micro.View® ist ein benutzerfreundlicher optischer Profiler im kompakten Tischaufbau. Micro.View® ist die kosteneffiziente Lösung zur Inspektion präzisionsgefertigter Oberflächen bis in den Sub-nm-Bereich und eignet sich für die Untersuchung von Rauheit, Mikrostrukturen und weiteren Oberflächenmerkmalen.
Micro.View+
Micro.View+ ist ein mikroskopbasierter Oberflächenprofiler mit Automatisierung und Farbkamerasystem. Er bietet reproduzierbare, anwenderunabhängige Analysen von Rauheit und Oberflächentextur und eignet sich sowohl für Laboranwendungen als auch für den Einsatz in der Produktion.
Überzeugen Sie sich vor dem Kauf von der Leistung eines Profilers – nutzen Sie unseren „Try before buy“ Ansatz.

Weitere Oberflächenparameter
Oberflächenstruktur
Die Oberflächenstruktur definiert die Topografie eines Materials hinsichtlich Flächenrauheit, Welligkeit und Lage. Wir messen 3D-Strukturen, die das Aussehen und die Korrosionsbeständigkeit beeinflussen.

Messung der Ebenheit
Ebenheit messen und Werkstücktopografie hinsichtlich Ebenheitstoleranzen gemäß ISO 1101, ISO 12781 charakterisieren
Stufenhöhen messen
Stufen & Höhe messen an Präzisionsoberflächen und Werkstücken: Wie berechnet man die Stufenhöhe? Wo sind Unterschiede zwischen profilbasierter und flächenhafter Stufenhöhenmessung?
Schichtdickenmessung
Schichtdickenmessung im Labor oder im Produktionsprozess durch at-line/ in-line Messungen berührungslos, hochgenau & zerstörungsfrei.
Sprechen Sie mit unseren Experten für Oberflächenmesstechnik
Gemeinsam analysieren wir Ihre Messaufgabe und beraten Sie zu geeigneten Technologien, Systemen und Methoden. Als Alternative können wir auch direkt mit einer Machbarkeitsstudie starten und die Fähigkeiten unserer Profiler demonstrieren.
