
表面粗さと形状の非接触同時測定
表面品質は、製品の機能性を保証するために非常に重要です。例えば、歯科治療用の金属製インプラントには、特に低い粗さが求められます。一方、多くの原材料は、その後の塗装やコーティングの工程で、特定のレベルの粗さが要求されます。アプリケーションによっては、形状偏差と粗さの情報を同時に必要とする場合もあります。
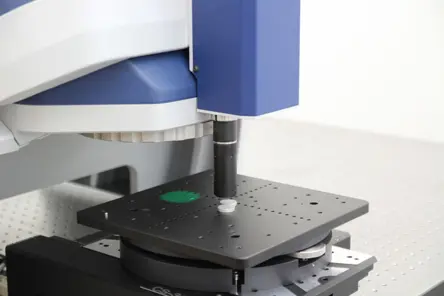
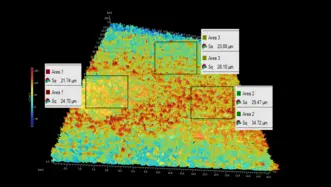
TopMap 非接触表面粗さ・形状測定機シリーズの TopMap Pro.Surf+についてご紹介します。TopMap Pro.Surf+は、広い範囲をスピーディーに測定し、高さや段差、平行度、粗さ、テクスチャなどのパラメータに関する面的な情報を3Dで正確に収集します。
表面粗さ、うねり、形状の違いとは?
表面粗さ、うねり、形状は、表面性状の3つの主要な要素で、その発生原因によって分類されます。表面粗さは、どのような製造プロセスにも内在しており、エッジ形成や工具先端の凹凸の結果として、機械加工(例:切削工具、火花)によって残されるものです。うねりは、たわみ、振動、アンバランスな砥石、不規則な工具送り、びびり、または外的な影響などの要因から生じます。形状は、粗さやうねりとは関連しない表面性状であり、形状偏差を測定することで、正確な幾何学的特性を特徴づけます。
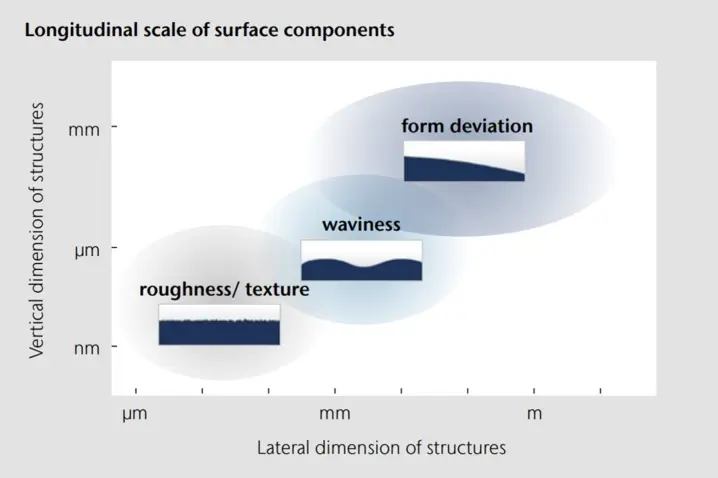
表面粗さ、うねり、形状の分け方
表面粗さとうねりには特定的な分け方はなく、部品の寸法や性質に依存します。たとえば左図のとおり、横方向と縦方向の寸法に応じて、表面粗さ、うねり、形状に分類されることがあります。今日、表面粗さを測定する最も一般的な方法は接触式ですが、触針の摩耗や測定値のばらつき、測定時間の長さなどの欠点があります。
部品の表面特性は、特定の機能を満たすために明示的に要求されます。しかし、加工工具の不適切な操作、ワークの不適切な固定、熱応力による歪みなどが、望ましくない形状の狂いを引き起こすことがあります。アンバランスな操作や機械の振動は表面のうねりとして現れ、機械加工や切り屑の生成は特徴的な表面粗さにつながります。
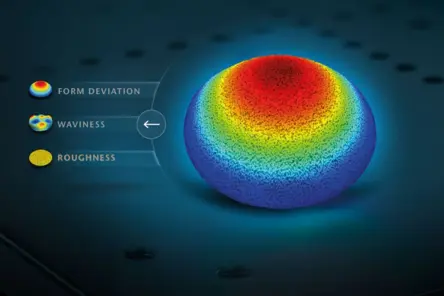

表面粗さ、うねり、形状の定義
表面粗さ、うねり、形状は、シャープに定義されるのではなく、互いに近くに定義されています。表面性状は、多数の波長の重ね合わせと表現することができ、表面成分内の形状(特に長波長)からうねりを経て短波長の粗さ成分へと滑らかに移行します。詳しくは、ホワイトペーパーをご覧ください。

関連商品
ポリテックの TopMap 非接触表面粗さ・形状測定機では、ナノメートル分解能で形状偏差を測定し、広い測定視野と高い分解能で表面粗さを測定することができます。白色光干渉計を使用した面測定に加え、クロマティック共焦点センサによる粗さの測定も可能です。測定表面全体の特性を把握し、体積を計算し、形状偏差を正確に決定します。
Micro.View
TopMap Micro.View® is an easy to use optical profiler in a compact table-top setup. Choose Micro.View® as the cost-effective inspection tool for examining precision-engineered surfaces down to the sub-nm range, for inspecting roughness, microstructures and more surface details.
Micro.View+
Advanced microscope-based surface profiler with automation and color imaging. Micro.View+ enables repeatable, operator-independent roughness and texture analysis—ready for lab and production use.
自信を持って最適な表面プロファイラーをお選びください——「購入前に試用」という当社のアプローチのメリットを享受いただけます。

鉄/アルミ/金属業界におけるその他の関連アプリケーション
表面粗さ測定
表面粗さ測定の実践ガイド:適用されるパラメータと規格、よくある測定ミス、用途に最適な光学式プロファイロメーターの選び方を解説します。
Maintain form and position tolerances
Verify form and position tolerances such as waviness, flatness, parallelism and tilt. Optical 3D surface metrology delivers reliable results—even in bores.
微細構造の表面計測
Topography & dynamics of microstructures and for nanotech. 3D geometry, roughness, and time-resolved motion.
平坦度、厚さ、平行度
Flatness, thickness and parallelism (FTP) measurement combines top & bottom topography measurement in a single shot.
コーティングと層厚
Coating quality control in 3D. Assessing pre-coat texture, post-coat defects, and film thickness.
トライボロジー解析
Tribology analysis with 3D surface profiler. Inspecting friction, wear and lubrication performance.
合格/不合格分析
WLIs deliver fast, objective and easy to use pass/fail feedback from areal 3D data. Sub-nanometer Z and recipe-driven workflows support inline SPC.
ダウンロード
ご要望について専門家とご相談ください
まずは部品仕様、公差、ワークフローについて簡単に話し合いましょう。必要に応じて、実現可能性調査、PolyMeasure(契約測定)、またはPolyRentトライアルをオプションの次のステップとして追加することも可能です。
