
Medición combinada de la desviación de forma y la rugosidad
La calidad de la superficie de los productos en bruto es fundamental para garantizar que estos funcionen a la perfección posteriormente. Los implantes metálicos en odontología, por ejemplo, requieren un nivel de rugosidad especialmente bajo. Por el contrario, muchos productos en bruto dependen de un nivel concreto de rugosidad para los procesos posteriores de pintura y recubrimiento. Algunas aplicaciones incluso exigen información simultánea sobre la desviación de forma y la rugosidad de superficie.
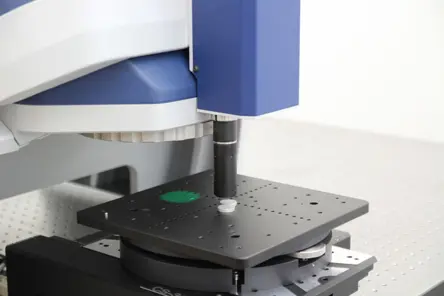
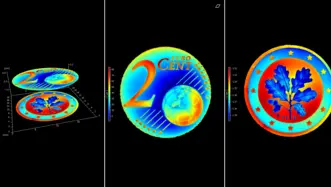
Descubre la versatilidad de la tecnología de medición de superficies ópticas « TopMap » y del perfilómetro multisensor « TopMap Pro.Surf+ » para realizar análisis detallados de la topografía de superficies. Este sistema de sensores ópticos «todo en uno» analiza las muestras rápidamente con un amplio Campo de visión y sin necesidad de unir imágenes. Recoge con precisión información de superficie en 3D sobre parámetros como la altura y los escalones, el paralelismo, así como la rugosidad y la textura.
Clasificación de las desviaciones de forma y otros componentes de la superficie
¿Cuál es la diferencia entre la forma de la superficie, la rugosidad de superficie y la ondulación de superficie? Mediante los procesos de mecanizado convencionales se generan tres componentes principales de la topografía de la superficie, que se clasifican según sus causas.
El primer componente lo constituyen la rugosidad y los detalles texturales inherentes a cualquier proceso de producción, que quedan como resultado del mecanizado (por ejemplo, la herramienta de corte o la chispa), como consecuencia de la formación de aristas o de las irregularidades en la punta de la herramienta.
El segundo componente es la ondulación, que se debe a factores como las deflexiones, las vibraciones, el desequilibrio del muela abrasiva, las irregularidades en el avance de la herramienta, las vibraciones parásitas o las influencias externas.
El tercer componente de la superficie, tras la rugosidad de superficie y la ondulación, es la forma, que caracteriza las propiedades geométricas exactas con respecto a los valores de tolerancia de forma definidos en los planos técnicos y el diseño.
Desviación de forma frente a rugosidad frente a ondulación
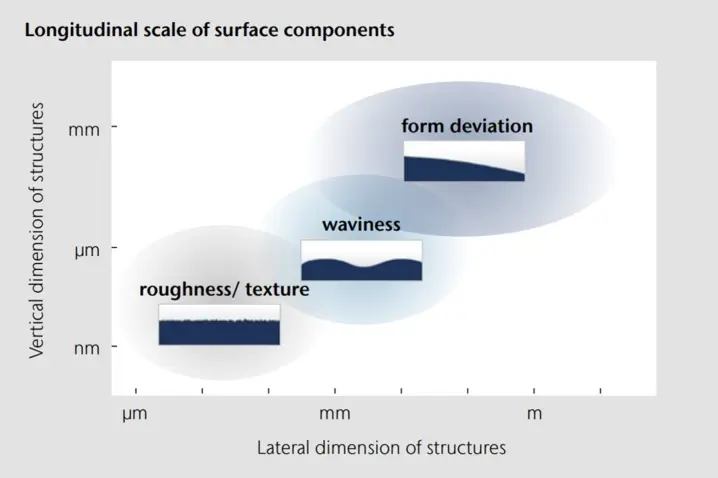
El esquema «clasificación de la desviación superficial» ofrece una visión general de los componentes de la superficie en lo que respecta a las dimensiones laterales y verticales. A la izquierda de este gráfico se muestran los componentes de rugosidad y textura, para los que se necesita información detallada sobre las dimensiones laterales y verticales, ya que constituyen un parámetro de evaluación muy utilizado en la Tecnología de medición de superficies. Y, a día de hoy, el método más habitual para medir la rugosidad de superficie sigue siendo el uso de perfilómetros con palpador, que presentan una de las desventajas conocidas del contacto: el desgaste, lo que da lugar a mediciones inconsistentes con el paso del tiempo.
Muy a menudo, se requiere explícitamente una característica específica de un componente superficial para cumplir una determinada funcionalidad. Sin embargo, el funcionamiento incorrecto de las máquinas de mecanizado, la fijación inadecuada de la pieza de trabajo o la deformación debida a tensiones térmicas pueden provocar desviaciones de forma no deseadas. El funcionamiento desequilibrado y las vibraciones de la máquina se manifestarán como ondulaciones en la superficie, mientras que los procesos de mecanizado y la formación de virutas darán lugar a una rugosidad de superficie característica.

Descargar el informe técnico
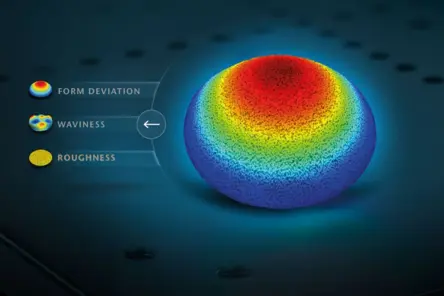
La desviación de forma, la ondulación o la planicidad, y la rugosidad o la textura no están claramente diferenciadas, sino que se definen de forma que se solapan entre sí. Una superficie puede describirse como una superposición de numerosas longitudes de onda, en la que la transición entre los componentes de la superficie —desde la forma (especialmente las longitudes de onda largas), pasando por la ondulación, hasta los componentes de rugosidad de longitud de onda corta— se produce de forma gradual. Para más información, consulta el informe técnico sobre rugosidad de superficie.

Perfilómetro de superficies de montaje para una flexibilidad máxima
Los modelos « TopMap » de Polytec permiten determinar la desviación de forma en grandes superficies con una resolución nanométrica, así como medir un gran volumen de medición y la rugosidad de superficie en una sección más pequeña. Mientras que la interferometría de luz blanca permite la inspección de la superficie en su conjunto, el sensor confocal cromático adicional determina también los perfiles de rugosidad. Caracterice superficies completas de piezas de trabajo, calcule el volumen y determine con exactitud los picos y valles a partir de los parámetros de distancia examinados.

Medidor de rugosidad
El medidor de rugosidad es nuestro sistema de iniciación Micro.View y la forma más rentable de iniciarse en la medición de la rugosidad de superficie en 3D. Pasa de los parámetros R a los S.
Micro.View
Micro.View® es un perfilómetro óptico fácil de usar, con un diseño compacto de sobremesa. Elija Micro.View® como herramienta de inspección rentable para examinar superficies de precisión hasta el rango subnanométrico, así como para analizar la rugosidad de superficie, las microestructuras y otros detalles superficiales.
Micro.View+
Perfilómetro de superficies avanzado basado en microscopio, con automatización e imágenes en color. El « Micro.View+ » permite realizar análisis repetibles de rugosidad de superficie y estructura superficial, independientes del operador, y está preparado para su uso tanto en laboratorio como en producción.
Elige con confianza el perfilómetro de superficies adecuado: aprovecha las ventajas de nuestro enfoque «Try before buy ».

Tareas de medición relacionadas y descargas
Medición de la rugosidad de superficie
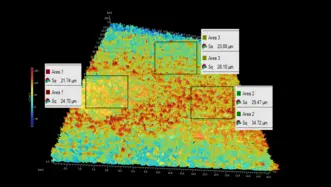
Análisis de la estructura superficial 3D. De Sa/Sq a Str/Sal para validar especificaciones y características superficiales.
Respetar las tolerancias de forma y posición
Comprueba las tolerancias de forma y posición, como la ondulación, la planicidad, el paralelismo y la inclinación. La tecnología de medición de superficies óptica en 3D ofrece resultados fiables, incluso en orificios.
Planicidad, espesor y paralelismo
La medición de planicidad, espesor y paralelismo (FTP) combina la medición topográfica superior e inferior en una sola toma.
Control de calidad de los recubrimientos en 3D
Control de calidad del recubrimiento en 3D. Evaluación de la textura previa al recubrimiento, los defectos posteriores al recubrimiento y el espesor de la película.
Análisis tribológico
Análisis tribológico con un perfilómetro de superficies 3D. Inspección del comportamiento en cuanto a fricción, desgaste y lubricación.
Análisis de aprobado/suspenso
Los WLI proporcionan información rápida, objetiva y fácil de interpretar sobre la conformidad o no conformidad a partir de datos 3D areales. La resolución en el eje Z subnanométrica y los flujos de trabajo basados en recetas permiten el control estadístico de procesos (SPC) en línea.
Tecnología de medición de superficies en microestructuras
Topografía y dinámica de microestructuras y para nanotecnología. Geometría 3D, Rugosidad y movimiento resuelto en el tiempo.
Descargas
Comenta tus necesidades con nuestros expertos
Empecemos con una breve charla sobre sus piezas, tolerancias y flujo de trabajo; y, si resulta útil, podemos añadir un estudio de viabilidad, un servicio de mediciones por encargo ( PolyMeasure ) o una prueba de PolyRent como siguientes pasos opcionales.
