
Mass flow control and how to improve the rolling process
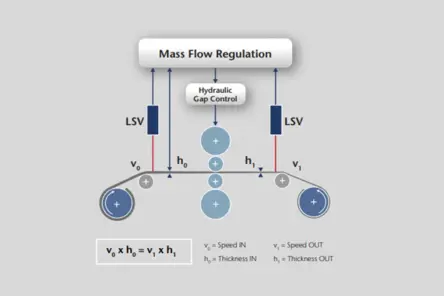
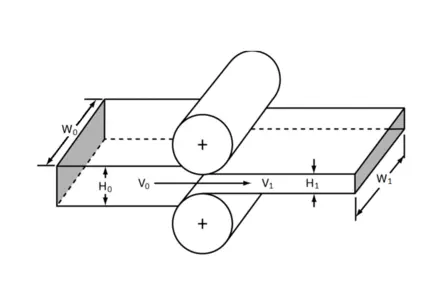
Mass flow control is essential for processing metals. Controlling mass flow process means controlling the width of the roll gap so that the material thickness of the final product remains as constant as possible. If the thickness before the roll stand and the velocity before and after the roll stand are known, the roll gap, which determines the thickness of the rolled product, can be adjusted in accordance with the desired conditions.
Optical sensors from Polytec measure length and process speed without contact but with interferometric precision, while avoiding slippage, wear and uncertainty. They offer digital and analog output signals for the PLC just like any classic encoder and are easy to integrate. Contact us and we will make a live demo of what is possible!
Definition of mass flow control
Mass flow, also mass throughput, is the mass of a medium moving through a defined cross-section per unit of time. So mass flow descibres the rate of a moving mass such as raw material in rolling mills, usually measured in units of kg. In rolling mills, the mass flow control always requires a combined thickness measurement and velocity measurement.Mass flow Automatic Gauge Control (AGC) is a technique used for many years to control strip thickness in tandem cold rolling mills, enabling tighter control of thickness by providing faster and more accurate control of the roll gap.

Talk to our experts
Measure roll gap width, skin-pass degree and strip speed in cold rolling with laser precision?
Mass flow control via roll gap and strip thickness measurement
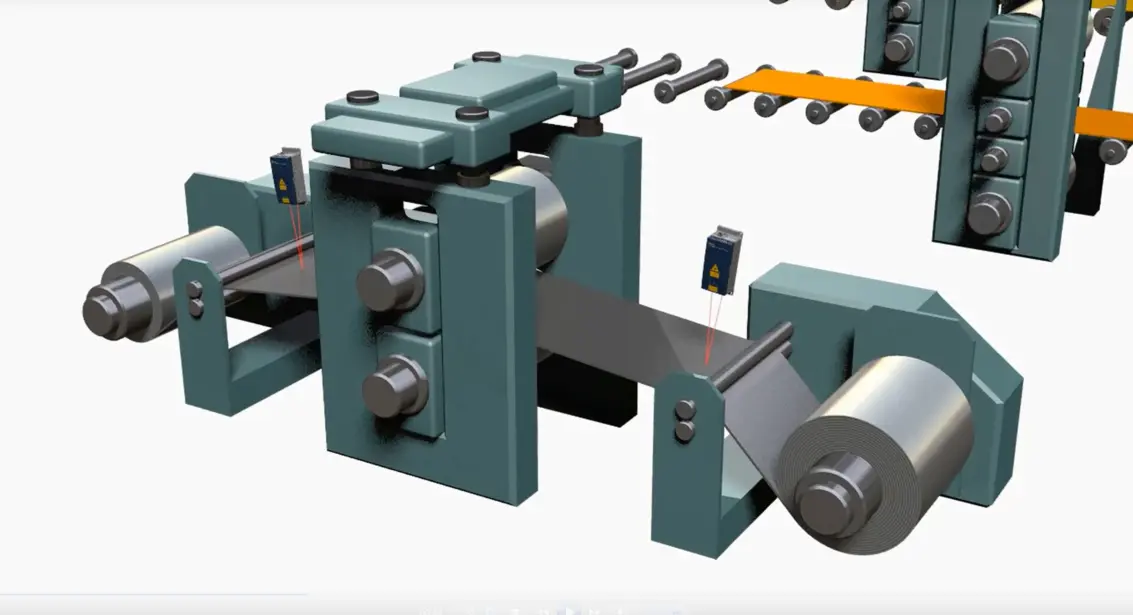
The strip thickness is measured using C-frames with an integrated, compact LSV Laser Surface Velocimeter, measuring the velocities upstream and downstream of the roll stand. Because the speed measurement is extremely accurate, you can monitor and control the roll gap more precisely using the LSV and thereby obtain better compliance with the thickness specification of the end product. The result is increased quality and, consequently, increased product output.

Mass flow control using laser sensors
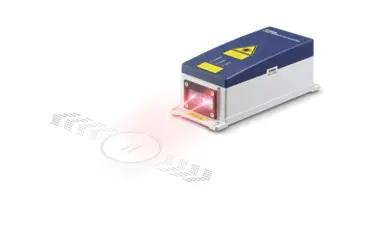
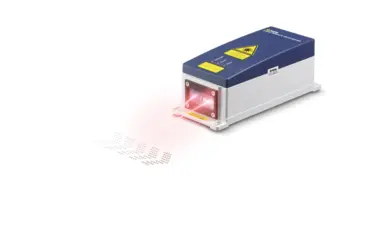
LSV Laser Surface Velocimeters from Polytec are laser speed sensors that measure on almost any surface, even on contaminated surfaces and in harsh environments of rolling mills. The non-contact measuring technique efficiently eliminates slippage, wear while providing a laser precise and reliable process and mass flow control without influencing the surface of the rolled goods.
Controlling mass flow by skin-pass and stretch degree measurement
The skin-pass degree in cold strip skin-pass rolling is determined by the difference in strip velocity at the input and output of the roll stand, which in the past has been measured mechanically, usually by using tachometer generators. Using two Polytec LSV laser sensors prevents the occurrence of measuring errors owing to slippage and wear and the skin-pass degree measured can directly be used as a reliable parameter for adjusting the rolls in mass flow control. Major stainless steel manufacturers all around the world confirmed optimizing the measuring precision up to ± 0.02 % of their skin-pass degree measurement using Laser Surface Velocimeters from Polytec.
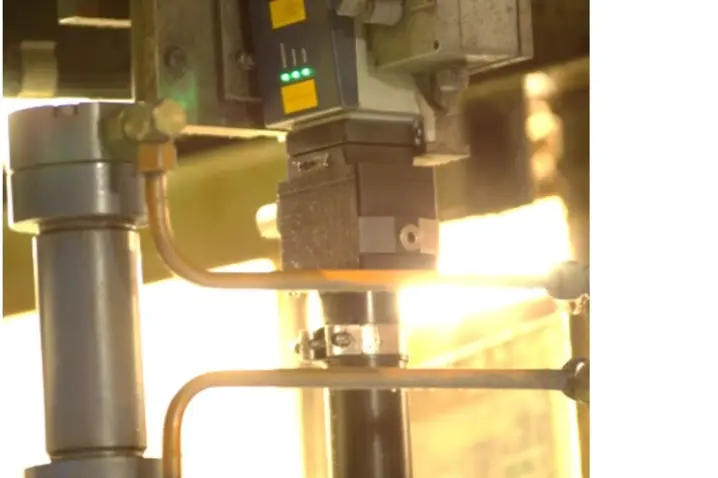
C-Frame with integrated speed measurement in rolling mills
The metal processing industry has high standards when it comes to the dimensional accuracy and quality of steel and aluminum products. Modern rolling mills are now frequently controlled using the mass flow principle to further reduce the thickness tolerances of rolled strips. Laser surface velocimeters (LSVs) are easy to integrate and enable reliable measurement of the velocity component.


Automatic Gauge Control (AGC) for mass flow control
Elongation is achieved through the temper/skin pass mill. Unlike tandem mills, which are designed for major reduction, temper/skin pass mills are designed to achieve the desired specifications for flatness, surface finish & quality, as well as final mechanical properties of the strip. Elongation control can range from roughly 0.25% to 4% depending on specifications and is controlled, similarly, by measuring and comparing the entry speed and exit speed of the mill.
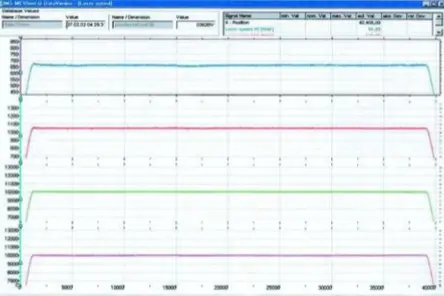
The advantage to using LSV’s is the improved strip speed measurement for mass flow calculations and elongation measurements. The following graph shows a comparison of speed as measured by a Polytec LSV and that of the deflector roll encoder.







Talk to our experts
Our experts are ready to support your projects with tailored measurement solutions or support you in measuring what matters — get in touch with us today.