マスフロー制御と圧延プロセスの改善方法
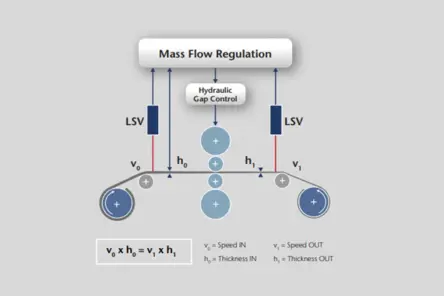
金属の加工にはマスフローコントロールが不可欠です。マスフロープロセスの制御とは、最終製品の板厚ができるだけ一定になるようにロールギャップの幅を制御することです。ロールスタンド前の板厚とロールスタンド前後の速度がわかれば、圧延製品の板厚を決定するロールギャップを所望の条件に合わせて調整することができます。
ポリテックの光学式センサは、スリップや磨耗、不確かさを回避しながら、非接触で、しかも干渉計の精度で長さやプロセス速度を測定します。従来のエンコーダと同様に、PLC にデジタルおよびアナログの出力信号を提供します。ポリテックにご連絡いただければ、デモをご覧いただけます!
マスフロー制御の定義
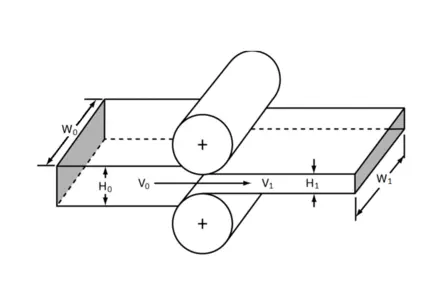
マスフローは、単位時間当たりに定義された断面を移動する媒体の質量のことです。従ってマスフローは、圧延機の原材料のような移動する質量の速度を表し、通常はkg単位で測定されます。圧延機では、マスフロー制御には常に板厚測定と速度測定を組み合わせる必要があります。マスフロー自動板厚制御(AGC)は、タンデム冷間圧延機の板厚制御に長年使用されている技術で、ロールギャップをより速く正確に制御することにより、より厳密な板厚制御を可能にします。

担当者へ相談
Measure roll gap width, skin-pass degree and strip speed in cold rolling with laser precision?
ロールギャップと板厚測定によるマスフロー制御
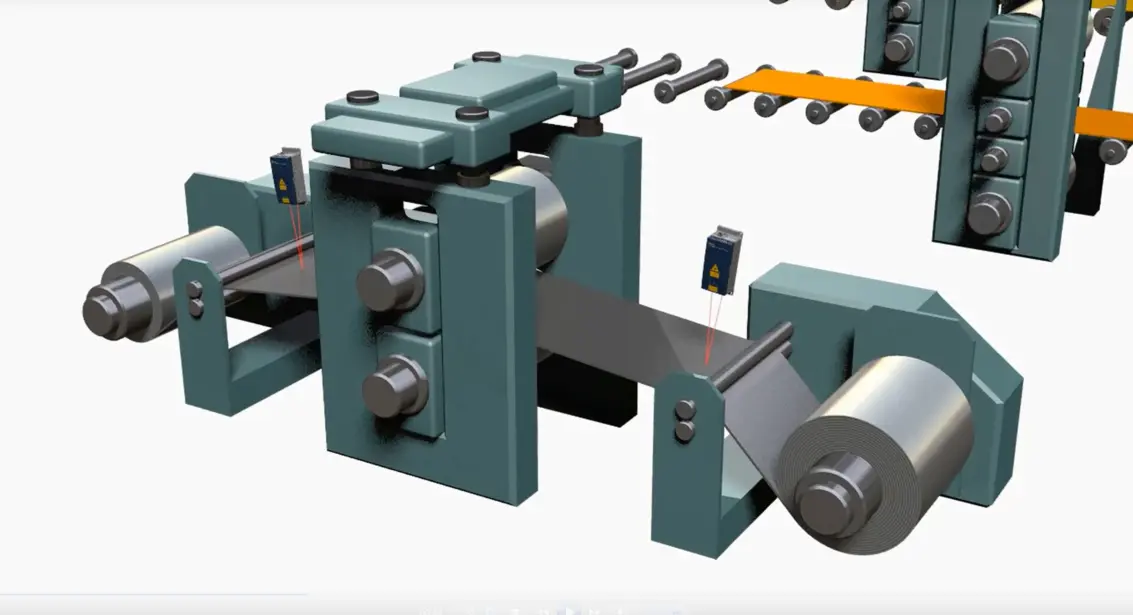
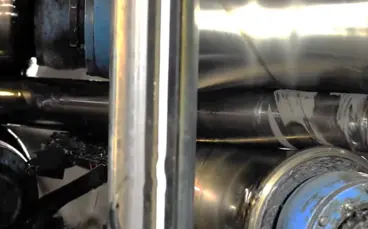
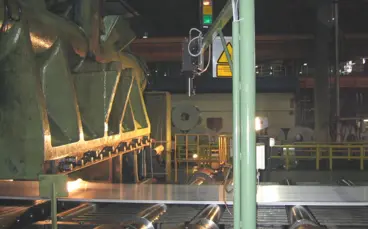
ストリップの板厚測定には、コンパクトな LSV レーザ表面速度計を内蔵した C フレームを使用し、ロールスタンドの上流側と下流側の速度を測定します。速度測定が極めて正確であるため、ポリテックのレーザ表面速度計 LSV を使用してロールギャップをより正確に監視・制御することができ、最終製品の板厚仕様への適合性が向上します。その結果、品質が向上し、製品の生産量が増加します。

レーザによるマスフロー制御
ポリテックの レーザ表面速度計 LSV は、ほとんどすべての表面で測定可能な非接触の速度センサです。非接触測定技術により、スリップや摩耗を効率的に排除しながら、圧延材の表面に影響を与えることなく、高精度で信頼性の高いプロセス制御とマスフロー制御を実現します。
スキンパスとストレッチ度測定によるマスフローの制御
冷間圧延のスキンパス率は、ロールスタンド入側と出側での板速度の差によって決定されます。従来は、タコジェネレータを使用して機械的に測定していました。ポリテックのレーザ表面速度計 LSV を 2 台使用することで、スリップや摩耗による測定誤差の発生を防ぐことができ、測定されたスキンパス圧延速度は、マスフロー制御でロールを調整する際の信頼性の高いパラメータとして直接使用することができます。ポリテックのレーザ表面速度計 LSV は、世界中の主要なステンレス鋼メーカーに採用され、最大 ± 0.02 % の測定精度を実現しています。
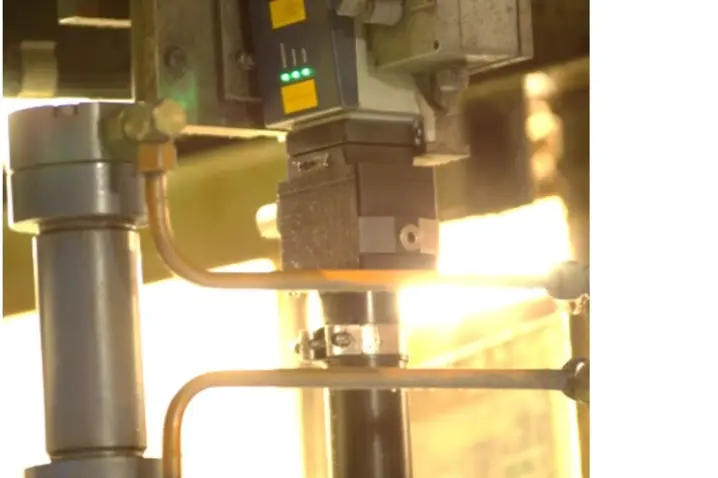
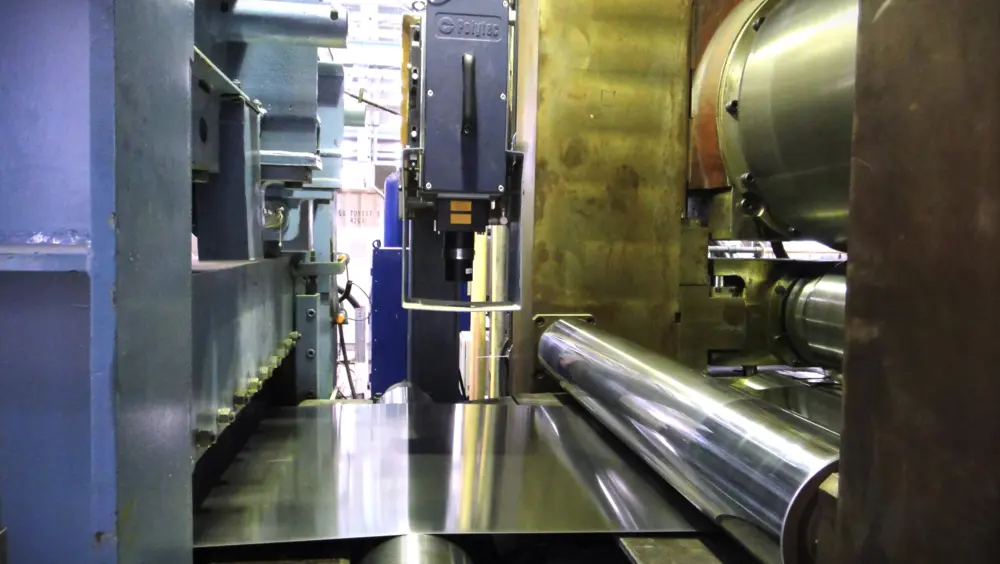
圧延機での速度計測を統合したCフレーム
金属加工業界は、鉄鋼およびアルミニウム製品の寸法精度と品質に関して高い基準を持っています。最新の圧延機では、圧延ストリップの板厚公差をさらに小さくするために、マスフロー原理を使用して制御されることが多くなっています。ポリテックのレーザ表面速度計 LSV は統合が容易で、信頼性の高い速度成分の計測が可能です。


マスフローコントロールのための自動板厚制御(AGC)
板厚制御は、テンパー/スキンパス・ミルによって達成されます。大幅な圧下用に設計されたタンデム圧延機とは異なり、テンパー・スキンパス圧延機は、平坦度、表面仕上げ、品質、およびストリップの最終的な機械的特性について所望の仕様を達成するように設計されています。伸びの制御は、仕様に応じておおよそ0.25%から4%の範囲で行われ、同様にミルの入側速度と出側速度を測定して比較することで制御されます。
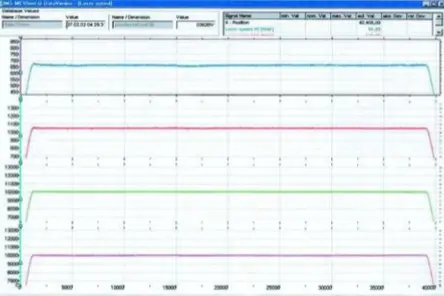
レーザ表面速度計 LSV を使用する利点は、マスフロー計算と伸び測定のためのストリップ速度測定が改善されることです。次のグラフは、ポリテックの レーザ表面速度計 LSV とデフレクタロールのエンコーダで測定した速度を比較したものです。







担当者へ相談
Our experts are ready to support your projects with tailored measurement solutions or support you in measuring what matters — get in touch with us today.