秒流量控制及如何改进轧制工艺
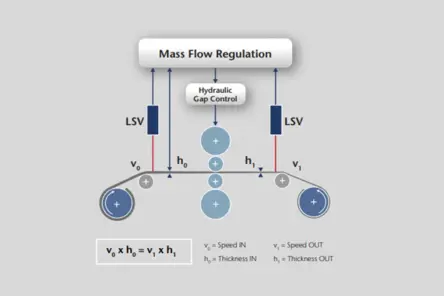
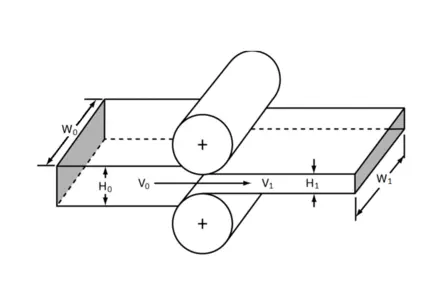
秒流控制是金属加工的关键。控制秒流量过程意味着控制辊缝的宽度,使最终产品的材料厚度尽可能保持不变。如果知道辊架前的厚度和辊架前后的速度,则可以根据所需的条件调整辊缝,因为辊缝是决定轧制产品厚度的。
Polytec 的光学传感器以非接触方式测量长度和加工速度,具有干涉测量精度,同时避免了滑动、磨损和不确定性。与传统编码器一样,它们可为 PLC 提供数字和模拟输出信号,并且易于集成。请联系我们,我们将为您提供现场演示!
秒流量控制的定义
秒流量,也称为秒产出量,是单位时间内通过规定截面的介质的质量。因此,秒流量描述了诸如轧机中原料等物体的移动速率,通常以千克为单位来测量。在轧机中,秒流量控制总是需要厚度测量和速度测量相结合。秒流量自动厚度控制(AGC)是一种 技术,多年来一直用于控制冷连轧带钢厚度,通过提供更快,更准确的控制,实现更严格的厚度控制。

与Polytec专家进行交流
Measure roll gap width, skin-pass degree and strip speed in cold rolling with laser precision?
通过辊间隙和板带厚度测量进行质量流量控制
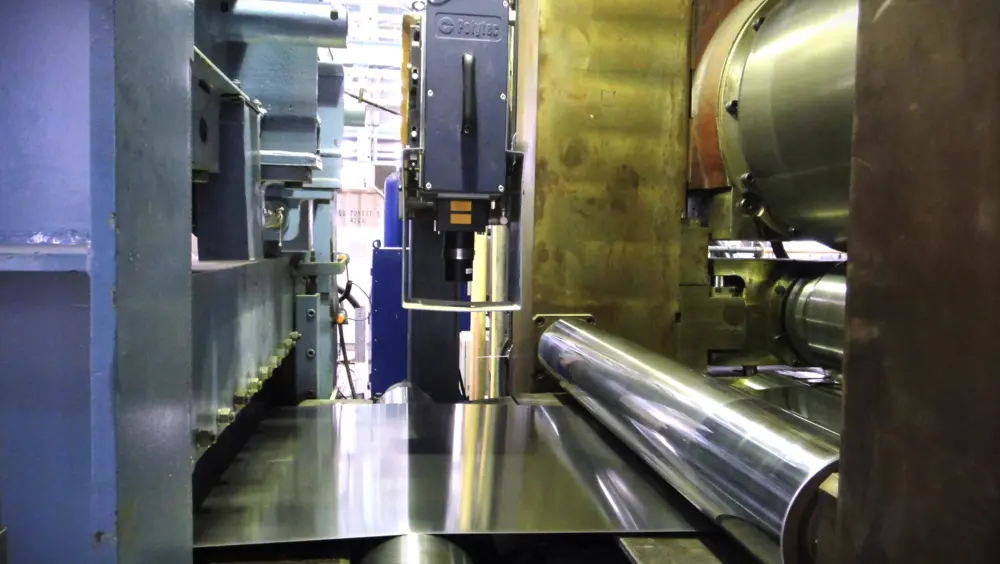
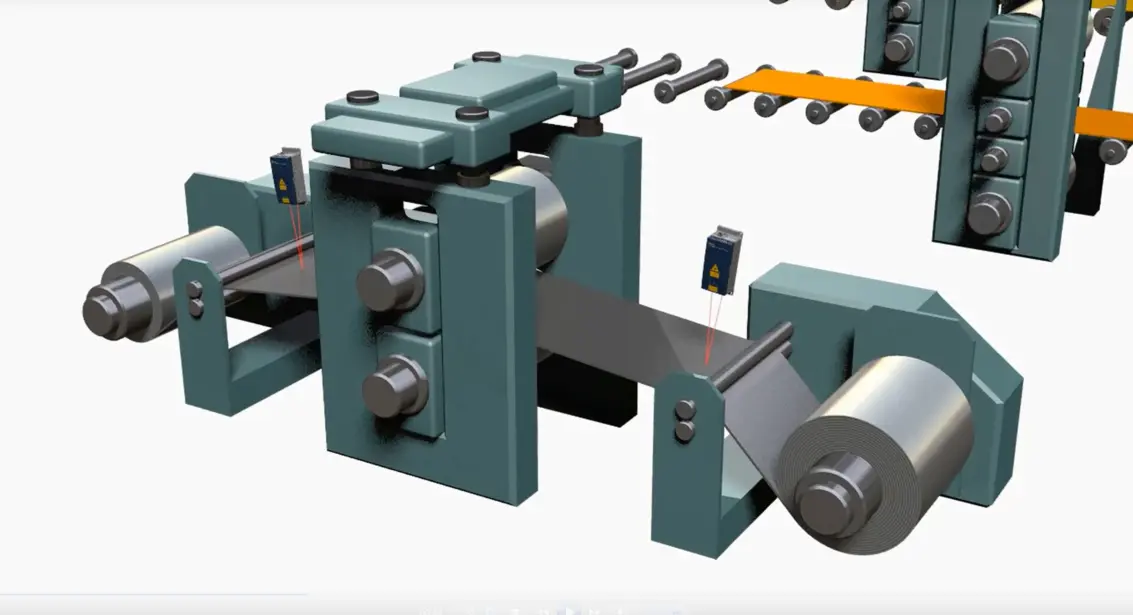
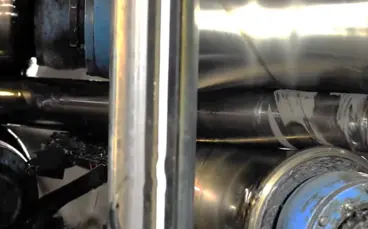
带钢厚度的测量是通过C型架上集成的紧凑型LSV激光表面测速仪进行的,该测速仪可测量辊架上下游的速度。由于速度测量非常精确,您可以使用LSV更精确地监测和控制轧辊间隙,从而更好地满足最终产品的厚度规格。其结果是提高质量,从而提高产品产量。

使用激光传感器控制秒流量
来自Polytec生产的LSV激光表面测速仪是激光速度传感器,几乎可以在任何表面上测量,甚至在受污染的表面和轧机的恶劣环境中也可以测量。非接触式测量技术有效地消除了传统接触式测量的问题,如打滑,磨损等,在进行精确可靠的过程和秒流量控制时,而不影响轧制物体的表面。
通过精整度和延伸率测量来控制秒流量
冷轧精整带钢轧制中的精整度是由机架进出口处的带钢速度差决定的,过去是用机械方法测量的,通常是用转速计发电机。但使用两个Polytec LSV激光传感器测量,则避免了因打滑和磨损而产生的测量误差,测得的精整度可作为可靠参数在秒流量控制中来调节轧辊。全球主要不锈钢制造商均证实,优化后的测量精度可达±0.02%
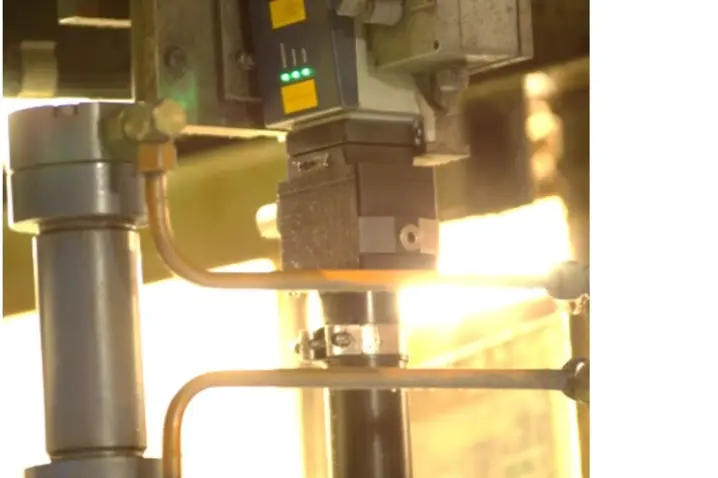
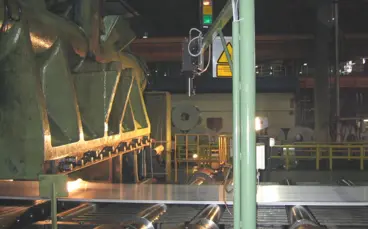
带轧机综合速度测量功能的C型架
金属加工行业对钢材和铝材产品的尺寸精度和质量要求很高。现代轧机通常采用质量流原理进行控制,以进一步降低轧制带材的厚度公差。激光表面测速仪(LSV)易于集成,能够可靠地测量速度分量。


自动压下控制(ACG) 用于秒流量控制
延伸率是通过矫直机/精整机实现的。与专为大幅度减量而设计的串联式轧机不同,矫直机/精整机的设计目的是使产品达到所需的规格,包括带钢的平整度、表面光洁度和质量,以及最终的机械性能。根据规格的不同,延伸率的控制范围可以从大约0.25%到4%不等,同样,通过测量和比较轧机出入口速度来控制。
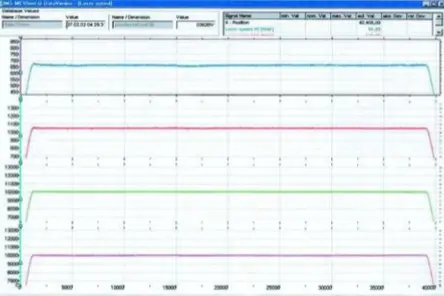
使用LSV的优点是改进了用于秒流量计算和延伸率测量的带钢速度测量。下图显示了由Polytec LSV和编码器测量的速度的比较。







与Polytec专家进行交流
Our experts are ready to support your projects with tailored measurement solutions or support you in measuring what matters — get in touch with us today.