Challenge and situation
A sealing part can leave the line measuring perfectly flat to the eye and still let fluid past it under pressure. For a European manufacturer of precision sealing components, that gap between “looks fine” and “seals reliably” is the whole business: their parts keep air compressors, water pumps and rotating systems such as EV drive-motor cooling units and gearboxes tight, and a leak in the field is a failed part.
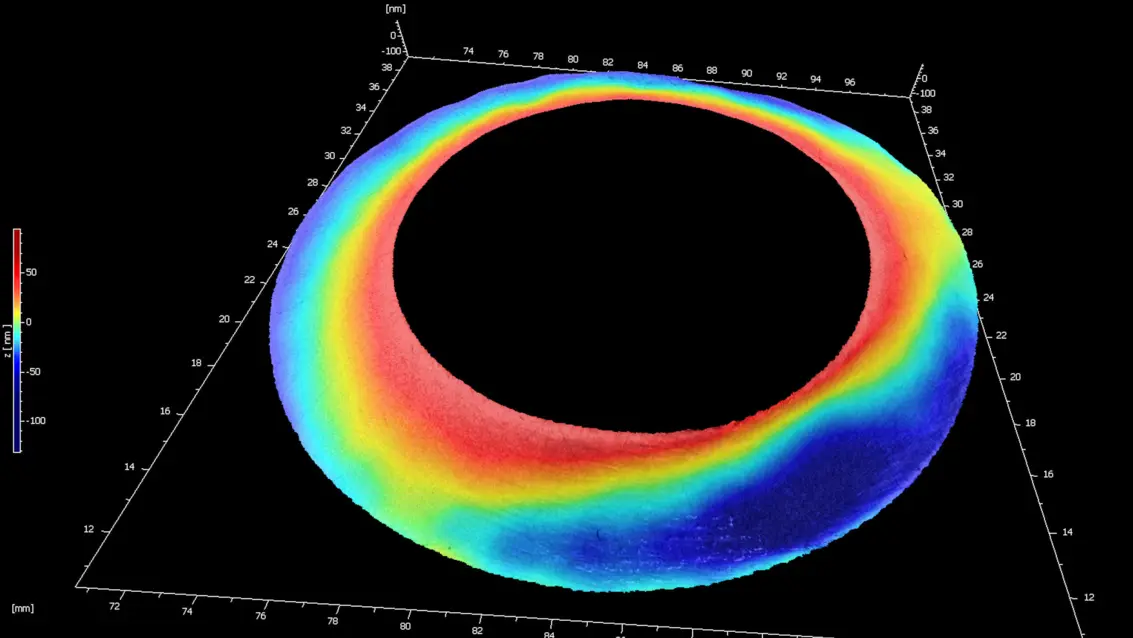
The catch is that the flatness tolerances run down to 0.1 µm — deviations far too small to see or feel. Step heights on the sealing face have to be controlled just as tightly. At that level, “looks fine” means nothing; the surface has to be measured.
It is also not one part but a whole family. Components range from coin-sized lip seals to non-contact sealing rings several inches across, so the same inspection has to handle small parts in a single view and larger surfaces without losing the full functional area. And because these are routine production checks, the method has to be fast, repeatable by any operator and trustworthy enough to release parts on.

The solution: seeing the whole surface in seconds
After testing it against their existing measurement systems, the manufacturer adopted TopMap Pro.Surf for everyday flatness, form and step-height inspection. Smaller parts are captured in a single field of view; larger sealing surfaces are measured with image stitching, so the complete functional area is evaluated rather than a few sampled points.
That full-surface view is the part that changed how the team works. Instead of the slower, point-by-point picture from a microscope-based system, engineers get a fast, non-contact map of the entire sealing face in seconds — flatness, form deviation and step heights, all at once. The overview is immediate and easy to trust, which is exactly why it ended up being reached for far more often than the older microscope system it sits alongside.
For recurring checks, the TMS software adds measurement recipes that automate the routine. The same inspection runs the same way every time, with less manual setup and more consistent results from one operator to the next — the difference between a clever instrument and a dependable production tool.
Interested in surface metrology?
For this manufacturer, the answer was TopMap Pro.Surf for non-contact flatness, form and step-height measurement — fast enough for daily quality control, yet precise enough for sub-micrometer sealing surfaces. Today it runs mainly in quality inspection, with clear room to move it closer to the production press as needs grow.
If you inspect flat or sealing surfaces, a practical first step is a feasibility study with your own parts. You can also use PolyFlex rental options to try non-contact surface measurement in your own production before investing.