
Webinar 3D-Charakterisierung von ultrapräzisionsbearbeiteten und abgedichteten Bauteilen
Kurzes englischsprachiges Webinar zur 3D-Oberflächenvermessung von hochpräzisen bearbeiteten und abgedichteten Bauteilen. Keine Zeit am 16. April? Registrieren Sie sich für die Aufzeichnung!
+ BONUS-Programm!

Rauheit einer Oberfläche messen
Die Charakterisierung der Oberflächenbeschaffenheit im Detail lässt sich durch Rauheit und Formparameter und Welligkeit beschreiben. Die Rauheitsmessung findet oft mithilfe abtastender, also taktiler Messspitzen oder Tastschnittgeräten statt, wobei die Tastspitze über die Bauteiloberfläche geführt und dabei durch die Oberflächentextur vertikal ausgelenkt wird.
Bei diesem Rauheits-Messverfahren wird die Oberfläche erstmal auf Basis eines 2D-Profils beschrieben Inwieweit diese Reduzierung der eigentlich komplexen Oberfläche auf einen Profilschnitt brauchbare Ergebnisse liefert, hängt maßgeblich von der Oberflächenbeschaffenheit und den funktionsrelevanten Anforderungen ab.
Optische 3D-Rauheitsmessung stellt hierzu eine fundiertere Alternative für detailliertere und flächenhafte Aussagen über eine gesamte Werkstücksoberfläche.
Rauheitsmessung optisch vs. taktil
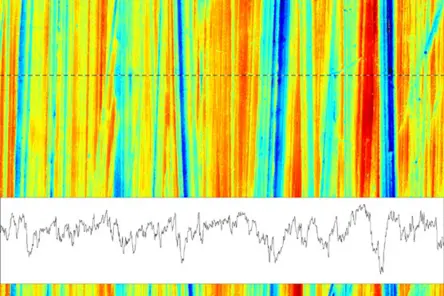
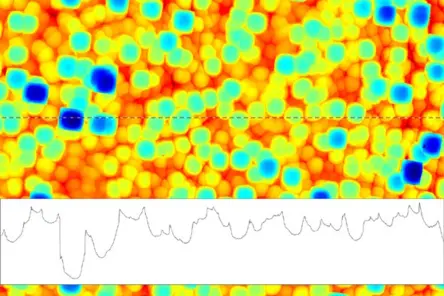
Taktile Rauheitsmessung liefert Höhendaten entlang einer Profilinie über kontaktbasiertes Abfahren der Oberfläche mit einer Messpitze. Weist die Oberfläche zufällig verteilte Strukturelemente auf, so wird das Ergebnis für den Rauheitskennwert stark von der gewählten Messposition beeinflusst. Die Beschreibung der Oberflächenbeschaffenheit als Profilschnitt genügt dann oftmals nicht mehr. Profilhafte Auswertungen erlauben nur eine begrenzte Aussage über die Ursache mangelnder Funktionsfähigkeit und beinhalten nur wenig Informationen für die Fertigungssteuerung.
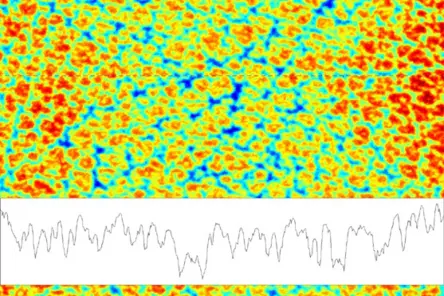
Optisches Scanning wie bei der Kohärenz-Scanning Interferometrie (Weißlicht-Interferometrie) nutzt Licht als berührungsfreien Informationsträger und ermittelt präzise Höhendaten und damit Millionen von Messpunkten binnen Sekunden auf einer gesamten Fläche.

Rauheitsmessung und Auswertung nach ISO 25178 oder ISO 21920
Im Video zeigt sich, wie schnell Sie die flächenhafte Oberflächenrauheit an mechanischen Bauteilen, z.B. polierten Oberflächen, mit optischen Profilometern wie den TopMap Weißlicht-Interferometern abscannen und auswerten. Einfach Vergrößerung wählen, und der motorisierte Revolver sowie automatischer Focus Finder unterstützen bei der schnellen und flächenhaften 3D-Rauheitsmessung und -auswertung.
Verwalten und laden Sie individuelle und vordefinierte Messrezepte für vereinfachte Schnellstarts zur Rauheitsauswertung und erstellen Sie per Mausklick individuelle Prüfberichte und teilen Sie Ihre Erkenntnisse über die Rauheitsauswertung z.B. hinsichtlich ISO 25178 oder der jüngeren ISO 21920.
Wählen Sie mit Zuversicht den passenden Oberflächenprofiler – lassen Sie sich die Leistungsfähigkeit unserer Systeme live demonstrieren.
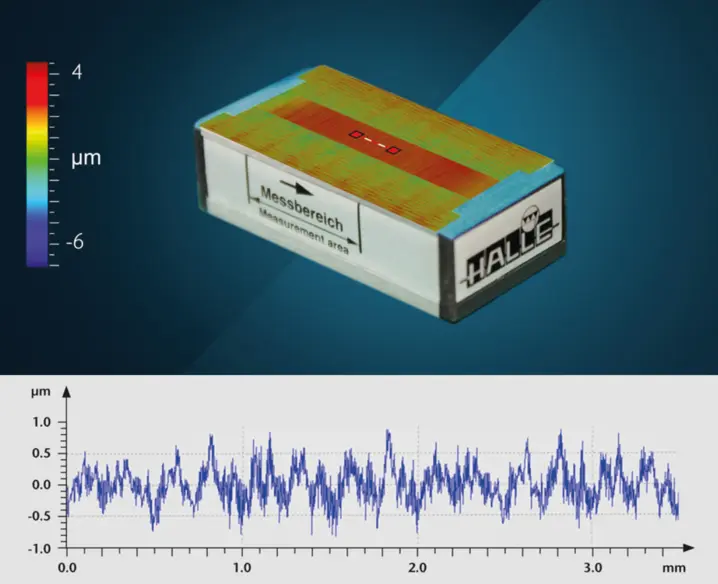
Flächenhafte 3D-Rauheitsmessdaten
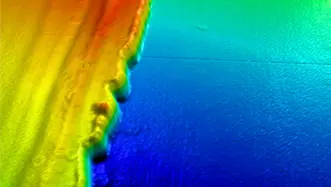
Die dreidimensionale Rauheitsmessung weist diese Einschränkungen nicht auf. Sie liefert nicht nur ein für die menschliche Auffassungsgabe leichter greifbares Abbild der Oberfläche, sondern erlaubt auch eine funktions- und strukturorientierte Auswertung. Aus den flächenhaft vorliegenden Messdaten können wiederum mühelos auch Linienprofile extrahiert und nach den klassischen Regeln der profilhaften Rauheitsauswertung bewertet werden.
Im Unterschied zur taktilen Rauheitsmessung erfolgt die optische 3D-Rauheitsmessung berührungslos und rückwirkungsfrei, wodurch empfindliche Oberflächen nicht durch die Messung beeinträchtigt und beschädigt werden.
Flächenhaft ermittelte Rauheitsmessdaten geben ein vollständiges und leicht erfassbares Bild der gesamten Oberfläche wieder. Dagegen enthält ein Messprofil immer nur einen kleinen Ausschnitt des gesamten Bildes und ist zudem weniger intuitiv zu erfassen.

Whitepaper zur Rauheitsmessung - Rauheit flächenhaft messen
Erfahren Sie im kostenfreien Whitepaper mehr zur Rauheitsmessung in Theorie und Praxis, warum Sie mit optischer 3D-Messtechnik Ihre Oberflächendetails schneller und umfangreicher charakterisieren als mit taktilen Messverfahren – und wie genau Sie von der 3D-Rauheitsauswertung mittels Weißlichtinterferometern profitieren.
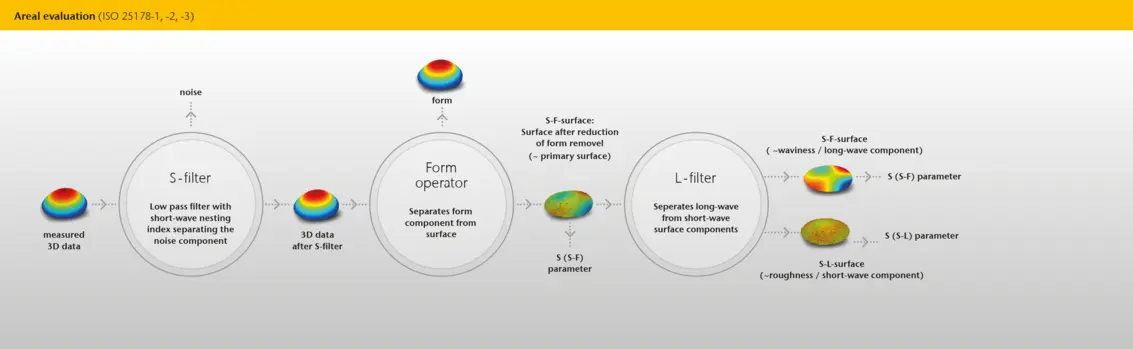
ISO-Richtlinien für flächenhafte und profilhafte Auswertung
Die Messketten für die flächen- bzw. profilhafte Auswertung werden in den jeweiligen Normenreihen ISO 25178 bzw. ISO 4287 beschrieben und unterscheiden sich im Detail voneinander. Polytec bietet Schulungen und Trainings an, um Kunden und Nutzer sowie Neulinge in der Rauheitsanalyse nach gängigen Normen, Tricks und Auswertemöglichkeiten weiterzubilden. Sprechen Sie uns an und laden Sie sich zum Einstieg das kostenfreie Paper zur Rauheitsmessung herunter!
Passende Rauheits-Messsystem für Ihr Einsatzgebiet
Micro.View
TopMap Micro.View® ist ein benutzerfreundlicher optischer Profiler im kompakten Tischaufbau. Micro.View® ist die kosteneffiziente Lösung zur Inspektion präzisionsgefertigter Oberflächen bis in den Sub-nm-Bereich und eignet sich für die Untersuchung von Rauheit, Mikrostrukturen und weiteren Oberflächenmerkmalen.
Micro.View+
Micro.View+ ist ein mikroskopbasierter Oberflächenprofiler mit Automatisierung und Farbkamerasystem. Er bietet reproduzierbare, anwenderunabhängige Analysen von Rauheit und Oberflächentextur und eignet sich sowohl für Laboranwendungen als auch für den Einsatz in der Produktion.
Pro.Surf+
Pro.Surf+ vereint Formmessung großer Flächen mit integrierter Rauheitsanalyse in einem Multi-Sensor-Profiler. Für schnelle, rückführbare Form- und Rauheitsergebnisse – bereit für den Einsatz in der Produktion.
Überzeugen Sie sich vor dem Kauf von der Leistung eines Profilers – nutzen Sie unseren „Try before buy“ Ansatz.

Weitere Messaufgaben neben der Rauheit
Oberflächenstruktur
Die Oberflächenstruktur definiert die Topografie eines Materials hinsichtlich Flächenrauheit, Welligkeit und Lage. Wir messen 3D-Strukturen, die das Aussehen und die Korrosionsbeständigkeit beeinflussen.

Messung der Ebenheit
Ebenheit messen und Werkstücktopografie hinsichtlich Ebenheitstoleranzen gemäß ISO 1101, ISO 12781 charakterisieren
Stufenhöhen messen
Stufen & Höhe messen an Präzisionsoberflächen und Werkstücken: Wie berechnet man die Stufenhöhe? Wo sind Unterschiede zwischen profilbasierter und flächenhafter Stufenhöhenmessung?
Schichtdickenmessung
Schichtdickenmessung im Labor oder im Produktionsprozess durch at-line/ in-line Messungen berührungslos, hochgenau & zerstörungsfrei.
Sprechen Sie mit unseren Experten für Oberflächenmesstechnik
Gemeinsam analysieren wir Ihre Messaufgabe und beraten Sie zu geeigneten Technologien, Systemen und Methoden. Als Alternative können wir auch direkt mit einer Machbarkeitsstudie starten und die Fähigkeiten unserer Profiler demonstrieren.
