
如今,光学轮廓仪正加速取代接触式测量系统。预计在不久的将来,二维参数仅会在信息承载量足以满足需求的特定场景中使用。借助 TopMap 白光干涉仪等光学表面测量设备,对样品表面开展全面的三维表征,不仅能让测量数据可视化,极大提升数据的直观性,还提供多元评估功能。借助这些功能,用户能对生产过程进行深入分析,并基于分析结果进行针对性优化。
欢迎即刻注册,获取白皮书全文。在这份资料中,您将系统了解表面粗糙度相关知识,学习如何显著提升表面测量的速度与效率 。
光学与接触式:表面粗糙度及纹理评估的差异剖析
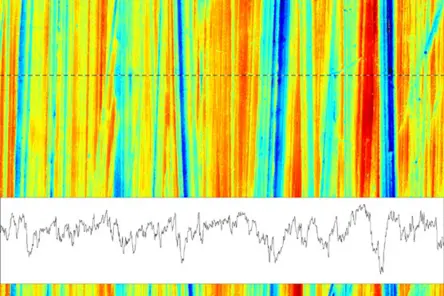
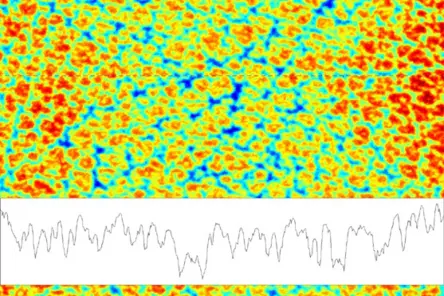
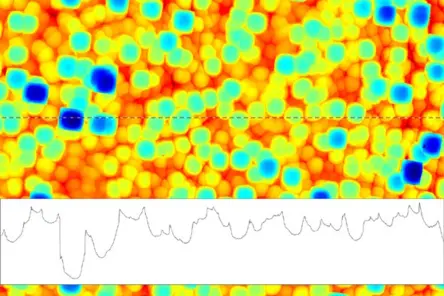
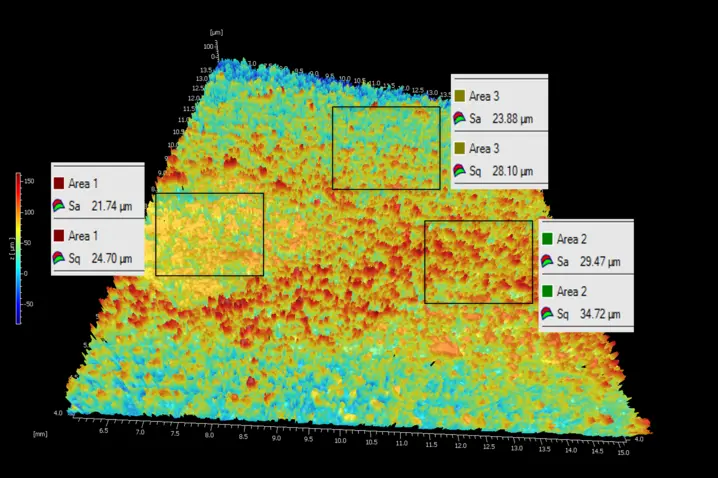
如果表面有随机分布的特征,对于粗糙度参数的结果会受到测量位置的影响很大。在许多情况下,基于轮廓的表面描述不足以提供关于表面功能特性的信息。基于轮廓的表面特征描述只允许提供关于功能性不佳的原因的有限信息,因此包括用于质量控制目的的有限信息。
一旦物体表面特征呈现随机分布状态,测量位置便会对粗糙度参数的测量结果造成显著影响。在大量实际应用场景中,基于轮廓对表面进行描述,难以全面、深入地揭示表面功能特性。当产品表面功能出现缺陷时,这种仅基于轮廓的表征方法,对探究缺陷成因所能提供的信息极为有限,因此在质量控制过程中,能发挥的作用也大打折扣 。

如何快速开展三维表面粗糙度测量
在本视频中,你将看到如何对机械工程部件的表面粗糙度进行精准测量与分析。以抛光表面为例,我们会借助 TopMap 白光干涉仪这类非接触式光学表面轮廓仪,演示整个测量过程。
测量时,只需轻松选择合适的放大倍数,就能利用设备的电动转塔与自动聚焦功能,迅速完成面式三维粗糙度的测量和评估。你可以创建个人专属测量方案,也能直接调用预设方案,一键启动三维粗糙度评估流程,大幅提升测量效率。在完成测量后,依照 ISO 25178 等标准,快速生成专业的评估报告,并便捷分享粗糙度测量的分析成果 。
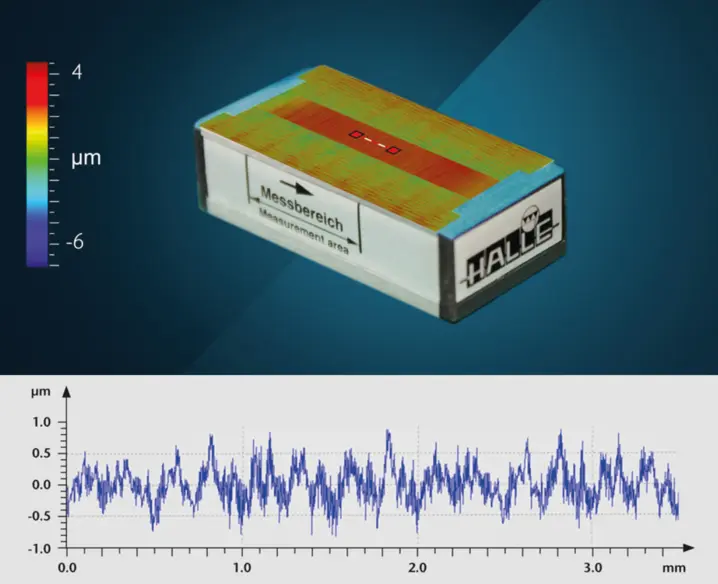
面式三维表面粗糙度测量
面式三维表面粗糙度测量,有效突破了传统测量的局限。通过生成直观的表面图像,极大降低了理解难度,同时,能够从表面功能和结构出发,展开系统性评估。利用这一技术,只需简单操作,就能从面式测量数据中提取二维轮廓,并依据通用评估准则,对其进行粗糙度分析。
与接触式粗糙度测量不同,光学三维粗糙度测量运用非接触式、无干扰的检测方式,在避免测量过程损伤敏感表面的同时,确保数据的准确性和完整性。
凭借面式表面粗糙度测量数据,使用者能迅速、全面地掌握整个表面的情况。与之形成鲜明对比的是,轮廓测量仅捕捉表面的局部信息,缺乏整体视角,难以对表面状况进行直观、全面的把握 。

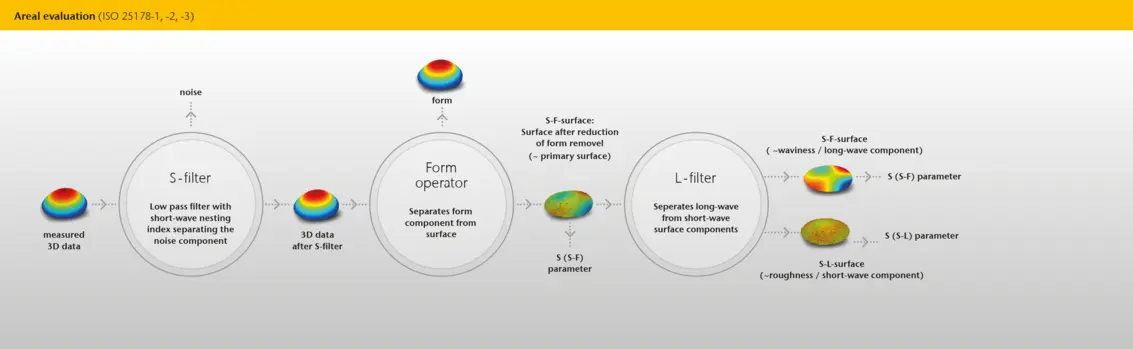
ISO 輪廓與平面表面評估
針對面積或剖面型態的表面評估所採用的測量鏈,其規範詳載於ISO 25178或ISO 4287標準中,兩者在若干細節上存在差異。
下載表面粗糙度評估白皮書
光學輪廓儀正日益取代接觸式測量系統。在不久的將來,二維參數終將僅存於其資訊價值仍具足夠意義的領域。
透過TopMap 白光干涉儀等光學表面測量技術,對樣品表面進行全面且完整的3D特性分析,不僅能直觀呈現測量數據,更提供深度分析與生產流程回饋的廣泛評估選項。
立即註冊閱讀完整論文,深入了解表面粗糙度測量技術,掌握更快速高效的表面檢測解決方案。
三維紋理的光學掃描
轮廓仪白光輪廓儀或相干掃描干涉儀屬於光學表面測量儀器,提供非接觸式測量方案,能在不實際接觸表面的情況下可靠地捕捉三維表面形貌數據。此類儀器特別適用於測量三維表面粗糙度參數與紋理(如Sa和Sq),同時能精確記錄細微的表面結構與形狀。
轮廓仪光學式表面輪廓儀(轮廓仪)屬於非破壞性檢測,適用於各類表面,包括脆弱或精細的表面。對於較大面積的表面測量,其速度也較為迅速。然而,光學式表面輪廓儀在光亮表面與彎曲表面上可能存在測量限制。總而言之,選擇光學式或觸覺式表面輪廓測量方法,需視乎具體應用情境、待測表面類型、所需精度及其他因素而定。兩種方法各有其優勢與局限性。
您用於測量表面粗糙度的WLI選項
Micro.View
TopMap Micro.View® is an easy to use optical profiler in a compact table-top setup. Choose Micro.View® as the cost-effective inspection tool for examining precision-engineered surfaces down to the sub-nm range, for inspecting roughness, microstructures and more surface details.
Micro.View+
Advanced microscope-based surface profiler with automation and color imaging. Micro.View+ enables repeatable, operator-independent roughness and texture analysis—ready for lab and production use.
Pro.Surf+
多传感器光学轮廓仪,集大面积形状测量与集成粗糙度分析于一体。Pro.Surf+系统可在单一生产就绪设备中快速提供可追溯的形状与粗糙度测量结果。
選擇合適的表面處理方案,請放心選用轮廓仪 ——透過我們的「先試用後購買」方案,讓您輕鬆獲益。

進一步的表面參數
表面紋理
Surface texture defines a material's topography regarding roughness, waviness & lay.
表面平整度測量
Measure surface flatness and characterize workpiece topography regarding surface flatness tolerances according to ISO 1101, ISO 12781
表面台階高度
Profilometric step-height measurement delivers objective layer/etch depth and uniformity from areal data, supporting ISO-aligned reporting and production SPC.
層厚度
Measure areal surfaces parameters to control layer thickness and optimize coating processes for minimizing quality costs.
