
Surface roughness in a nutshell
Surface roughness describes the fine irregularities of a surface. It affects friction, wear, sealing behavior, coating adhesion, optical appearance and the functional performance of many technical parts. Roughness can be evaluated along a single profile using parameters such as Ra and Rz, or across a complete surface area using areal 3D parameters such as Sa, Sq and Sz.
For reliable results, it is important to understand which roughness parameter is required, which standard applies and which measurement method is suitable for the surface and application.
What is surface texture and what roughness?
Surface roughness is the small-scale variation in the height of a surface. Even surfaces that appear smooth to the human eye contain microscopic peaks and valleys. These irregularities are created by manufacturing processes such as machining, grinding, polishing, coating, additive manufacturing, forming or etching.
In surface texture analysis, roughness is usually separated from longer-wavelength surface components such as waviness and form. This separation is important because each component describes a different aspect of the surface:
| Surface component | Description | Typical cause |
| Roughness | Fine, short-wavelength surface irregularities | Tool marks, material structure, polishing, coating texture |
| Waviness | Broader, medium-wavelength surface variation | Machine vibration, thermal effects, process instability |
| Form | Long-wavelength geometric shape | Curvature, flatness deviation, part geometry |
Surface roughness is therefore not simply a visual impression. It is a measurable property that must be evaluated with defined parameters, filters and standards. For more information on Waviness and Form you can also take a look at the surface structure page.
Why surface roughness matters
Surface roughness influences how a component behaves in use. Depending on the application, a surface may need to be very smooth, deliberately textured or controlled within a narrow tolerance range.
Typical functional effects include:
| Function | Why roughness matters |
| Friction and wear | Roughness affects contact behavior between moving parts |
| Sealing | Peaks, valleys and surface texture influence leakage paths |
| Lubrication | Surface valleys can retain oil or other lubricants |
| Coating and bonding | Surface texture affects adhesion and coating quality |
| Optical appearance | Roughness influences gloss, haze and scattering |
| Cleanability | Surface texture can affect contamination and residue behavior |
| Electrical and thermal contact | Real contact area depends strongly on surface topography |
| Biomedical performance | Implant surfaces, dental parts and medical devices often require controlled texture |
For this reason, roughness measurement is used in quality control, research and development, process optimization and failure analysis.
How to quickly measure surface roughness in 3D
This video shows how to measure and characterize surface roughness on mechanical engineered components, e.g. polished surfaces using non-contact optical surface profilers like the TopMap whitelight-interferometers.
Choose your magnification, benefit from motorized turret and the automatic Focus Finder for areal 3D roughness measurement and evaluation. Manage and load your individual and predefined measurement recipes for simplified quick starts of 3D roughness evaluation and easily report and share your insights on roughness evaluation e.g. according to ISO 25178 and more.
Profile roughness and areal surface roughness
Surface roughness can be evaluated in two principal ways: as a 2D profile or as a 3D surface area. The table provides a quick overview:
| Measurement approach | Data type | Typical parameters | Main advantage |
| Profile roughness | 2D line profile | Ra, Rz, Rq, Rt | Established, simple, widely specified |
| Areal roughness | 3D surface topography | Sa, Sq, Sz, Ssk, Sku | More complete surface information |
Profile roughness
Profile roughness is measured along a single line across the surface. This approach is traditionally associated with stylus instruments and parameters such as Ra, Rz and Rq.
Profile measurements are widely established and are still used in many drawings, specifications and production environments. However, a single profile may not fully represent complex or direction-dependent surfaces.
Areal surface roughness
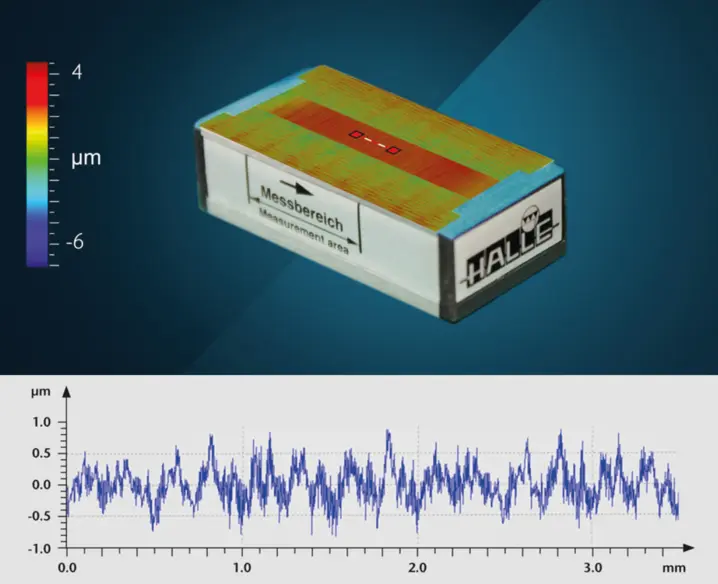
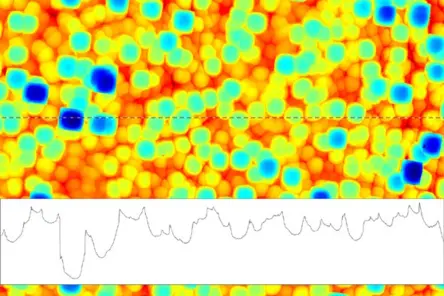
Areal surface roughness is evaluated over a complete surface area. This creates a 3D height map of the measured surface and enables areal parameters such as Sa, Sq and Sz.
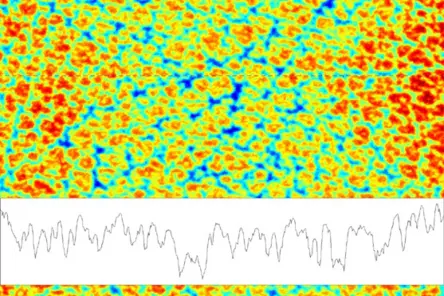
Areal measurements provide more information about the complete surface structure, including local defects, anisotropy, texture direction, peaks, valleys and functional surface features.
A great benefit of areal surface roughness analyzers are, that also profile parameters can be provided if needed. And as the raw data of the surface area is captured and stored, the various profiles can be extraxted anytime - during the measurement or days afterwards.
Download the whitepaper for surface roughness evaluation
Optical profilometers are increasingly replacing tactile measuring systems. Eventually in the near future, 2D parameters will only endure where their informative value is sufficient.
A comprehensive and full 3D characterization of the entire sample surface e.g. by using optical surface metrology like TopMap whitelight intefereometers offers an intuitive visualization of measurement data while permiting extensive evaluation options for a deeper analysis and feedback on the production process.
Sign up and read in the full paper about surface roughness and how to measure surfaces faster and more efficient.
Roughness parameters and the ISO standards
ISO 25178 defines areal surface texture parameters, while ISO 21920 is the modern standard series for profile roughness measurement. ISO states that ISO 25178-2 specifies terms, definitions and parameters for areal surface texture. PTB describes ISO 21920 as the revised three-part standard series for profile roughness measurement, replacing older standards such as ISO 4287, ISO 4288 and parts of ISO 13565.
Ra, Rz, Sa and Sq explained
Ra: arithmetic mean roughness
Ra is one of the most widely used roughness parameters. It describes the arithmetic average of the absolute height deviations from the mean line within the evaluation length.
Ra is useful for general roughness control, but it does not show whether a surface contains isolated peaks, deep valleys or directional structures. Two surfaces can have the same Ra value but very different functional behavior.
Rz: roughness depth
Rz describes peak-to-valley-related roughness information along a profile. It is often used in technical drawings and manufacturing specifications. Compared with Ra, Rz is more sensitive to pronounced peaks and valleys.
Because standards have changed over time, it is important to check which Rz definition and which standard are referenced in the specification.
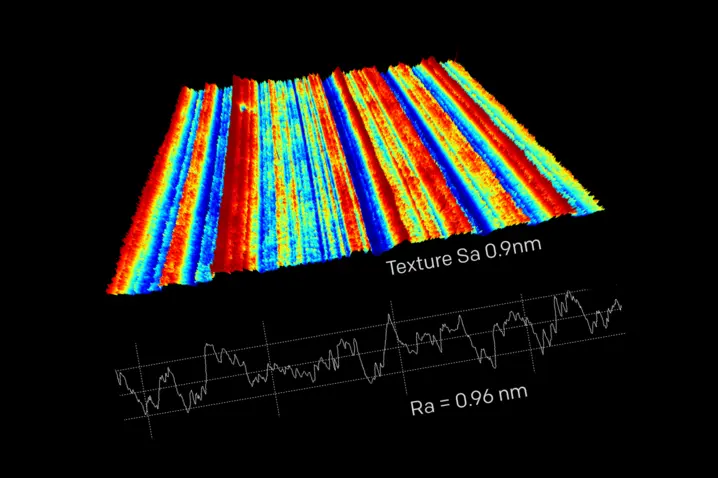
Sa: areal arithmetic mean height
Sa is the areal counterpart to Ra. Instead of evaluating a single line, Sa is calculated from a complete 3D surface area. This makes it useful when a surface cannot be represented reliably by one profile.
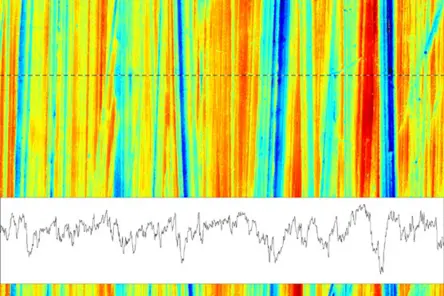
Sa is especially relevant for surfaces with directional texture, local defects, structured features or non-uniform roughness.
Sq: areal root mean square height
Sq is the root mean square height of the surface. Compared with Sa, Sq gives greater weight to high peaks and deep valleys. It can therefore be useful when extreme height deviations are functionally relevant.
What are the common profile roughness parameters?
| Parameter | Full name | What it describes | Typical use |
| Ra | Arithmetic mean roughness | Average absolute height deviation along a profile | General roughness specification |
| Rq | Root mean square roughness | RMS value of height deviations along a profile | More sensitive to high peaks and deep valleys than Ra |
| Rz | Mean roughness depth / maximum height-related profile parameter, depending on standard context | Peak-to-valley-related roughness information | Common in technical drawings and production control |
| Rt | Total height of the roughness profile | Distance between highest peak and deepest valley in the evaluation length | Detection of extreme profile features |
| Rsk | Skewness of the roughness profile | Symmetry of the height distribution | Distinguishing plateau-like or valley-dominated surfaces |
| Rku | Kurtosis of the roughness profile | Sharpness of the height distribution | Detecting spiky or unusually distributed profiles |
What are the common areal roughness parameters?
| Parameter | Full name | What it describes | Related profile concept |
| Sa | Arithmetical mean height | Average absolute height deviation over an area | Similar concept to Ra |
| Sq | Root mean square height | RMS value of height deviations over an area | Similar concept to Rq |
| Sz | Maximum height of the surface | Height between the highest peak and deepest valley in the area | Related to maximum height concepts |
| Ssk | Skewness | Symmetry of the height distribution over an area | Related to Rsk |
| Sku | Kurtosis | Sharpness of the height distribution over an area | Related to Rku |
| Sp | Maximum peak height | Highest peak above the mean plane | Peak analysis |
| Sv | Maximum pit height | Deepest valley below the mean plane | Valley analysis |
Standards for surface roughness
Roughness measurement depends on standardized definitions, filters, evaluation lengths and parameter calculations. The most relevant standards differ for profile and areal measurement.
| Standard | Main focus | Typical relevance |
| ISO 21920 | Profile surface texture | Modern standard series for profile roughness specifications and parameters |
| ISO 25178 | Areal surface texture | 3D surface topography and areal roughness parameters |
| ISO 4287 / ISO 4288 | Older profile roughness standards | Still appears in existing drawings and legacy specifications |
| ISO 1302 | Indication of surface texture in technical product documentation | Drawing symbols and specification context |
ISO 21920 has become important because it modernizes profile roughness measurement and replaces several older profile-related standards. However, many existing drawings still refer to ISO 4287 or ISO 4288. When evaluating roughness, users should therefore check the exact standard reference in the drawing or specification.
For 3D areal measurements, ISO 25178 is the key standard family. It defines areal surface texture terms and parameters and is widely used for optical 3D surface measurement.
Your WLI options for measuring surface roughness

Roughness Tester
The Roughness Tester is our entry Micro.View system and the most cost effective way to get started into the 3D surface roughness measurement. Step from R to S parameters.
Micro.View
TopMap Micro.View® is an easy to use optical profiler in a compact table-top setup. Choose Micro.View® as the cost-effective inspection tool for examining precision-engineered surfaces down to the sub-nm range, for inspecting roughness, microstructures and more surface details.
Micro.View+
Advanced microscope-based surface profiler with automation and color imaging. Micro.View+ enables repeatable, operator-independent roughness and texture analysis—ready for lab and production use.
Choose the right surface profiler with confidence—benefit from our "try before buy" approach.

Further surface parameters
Surface texture
Surface texture defines a material's topography regarding roughness, waviness & lay.
Surface flatness measurement
Measure surface flatness and characterize workpiece topography regarding surface flatness tolerances according to ISO 1101, ISO 12781
Surface step height
Profilometric step-height measurement delivers objective layer/etch depth and uniformity from areal data, supporting ISO-aligned reporting and production SPC.
Layer thickness
Measure areal surfaces parameters to control layer thickness and optimize coating processes for minimizing quality costs.
Discuss your demands with our experts
Let’s start with a short discussion about your parts, tolerances, and workflow—and, if useful, we can add a feasibility study, PolyMeasure (contract measurements), or a PolyRent trial as optional next steps.
