
Kombinierte 3D-Messung der Formabweichung und Rauheit
Um die einwandfreie Funktion späterer Produkten zu gewährleisten, ist bereits die Oberflächenbeschaffenheit der Rohlinge ausschlaggebend. Metallische Implantate in der Zahnmedizin zum Beispiel erfordern eine besonders geringe Rauheit. Dagegen sind andere Teile wiederum auf eine definierte Rauheit angewiesen, damit aufbauende Lackier- und Beschichtungsprozesse optimal funktionieren. Andere Bauteile haben gleichermaßen enge Toleranzen hinsichtlich Formabweichung und Rauheit.
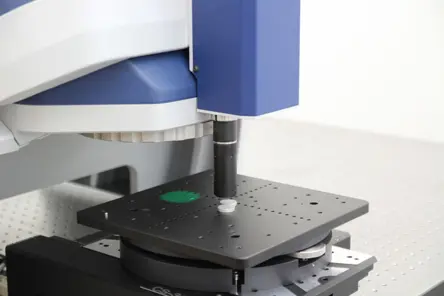
Hier erfahren Sie mehr über die Vielseitigkeit der optischen Oberflächenmesstechnik TopMap und dem Multisensorsystem TopMap Pro.Surf+ für detaillierte Auswertungen der Oberflächentopographie. Das optische All-in-One 3D-Messgerät analysiert Proben schnell und hochaufgelöst mit großem Sichtfeld und kommt ohne Stitching aus. Es erfasst präzise und wiederholgenau Höhendaten auf dem gesamten Messfeld zur 3D Charakterisierung Ihrer Werkstücke hinsichtlich Höhenparameter und Stufen, Parallelität sowie Rauheit und Textur.
Klassifizierung von Formabweichung und anderen Oberflächenbestandteilen
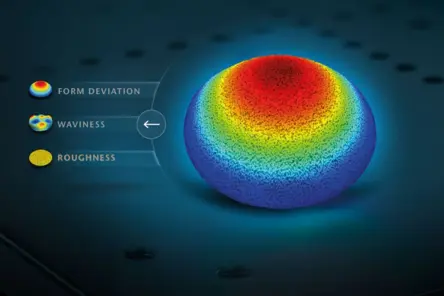
Was ist der Unterschied zwischen Formparameter, Oberflächenrauheit und Welligkeit bzw. Ebenheit? Bei maschinellen Herstellprozessen lässt sich die Oberflächenbeschaffenheit in eben diese drei Hauptkomponenten der Oberflächentopographie unterteilen, welche je nach ihren Ursachen klassifiziert werden.
Die erste Komponente ist die Rauheit und beschreibt die Texturdetails, die jedem Produktionsprozess inhärent sind, z.B. durch die Bearbeitung mit Schneidwerkzeug in spanenden Verfahren, durch Funkenbildung an metallischen Oberflächen als Ergebnis der Kantenbildung oder durch Werkzeugunregelmäßigkeiten.
Der zweite Bestandteil ist die Welligkeit, welche durch Faktoren wie Unwucht, Vibrationen, Unregelmäßigkeiten im Werkzeugvorschub, Rattern oder andere Fremdeinflüsse verursacht wird.
Der dritte Oberflächenbestandteil nach Rauheit und Welligkeit ist die Form als Beschreibung der geometrischen Beschaffenheiten hinsichtlich der definierten Toleranzwerte in technischen Zeichnungen und der Konstruktion.
Formabweichung vs Rauheit vs Welligkeit
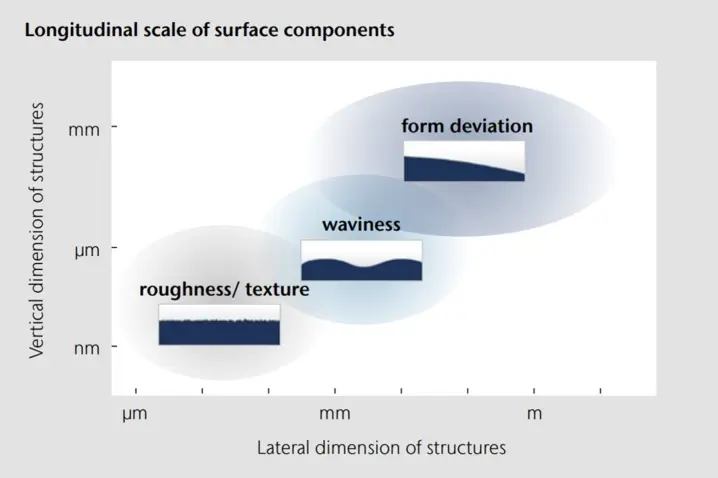
Das Schema "Klassifizierung der Oberflächenbeschaffenheit" gibt einen Überblick über die Oberflächenkomponenten in Bezug auf deren lateralen und vertikalen Dimensionen. Links im Diagramm die Rauheits- und Texturkomponenten, für welche je detaillierte Informationen in lateralen und vertikalen Dimensionen benötigt werden. Eine gängige Methode zur Messung der Oberflächenrauheit ist der klassische Einsatz von Oberflächenmessgeräten mit Tastspitzen, die sich jedoch abnutzen, was zu inkonsistenten Ergebnissen führt.
Sehr oft wird im Maschinenbau explizit eine bestimmte Ausprägung der jeweiligen Bestandteile für die Funktionserfüllung isoliert bewertet. Jedoch können fehlerhafte Führungen der Werkzeugmaschinen, nicht einwandfreies Einspannen des Werkstücks und Verzug durch thermische Einwirkungen ungewollte Formabweichungen verursachen. Unwucht und Maschinenschwingungen prägen sich als Welligkeit auf der Oberfläche aus, während sich Bearbeitungsverfahren und die Spanbildung auf die Rauheit einer Oberfläche auswirken.

Kostenlos Whitepaper herunterladen!
Formabweichung, Welligkeit oder Ebenheit und Rauheit oder Textur sind keine scharf voneinander abgegrenzten Merkmale, die separiert nebeneinander vorliegen. Vielmehr kann eine Oberfläche als Überlagerung zahlreicher Wellenlängen beschrieben werden, wobei der Übergang von den besonders langwelligen Formanteilen über die Welligkeits- bis hin zu den kurzwelligen Rauheitsanteilen der Oberfläche fließend erfolgt.

Profiler für die kombinierte 3D-Messung von Form und Rauheit
Die TopMap-Modelle von Polytec ermöglichen Ihnen, zunächst die Formabweichung auch großflächig und in Nanometer-Auflösung mit großem Messvolumen zu ermitteln und danach die Rauheit in einem kleinen Bereich zu messen. Während Sie mit den Modellen der TopMap-Familie flächenhaft auswerten, ermitteln Sie mit den chromatisch konfokalen Sensortechnologie die Rauheit anhand von Linienprofilen. Sie können die Fläche und das Volumen berechnen, sowie anhand der Abstandsparameter auch Spitzen und Täler exakt bestimmen.

Roughness Tester
Roughness Tester ist unser kosteneffizientes Rauheitsmessgerät aus der Micro.View-Serie. Für den einfachen Einstieg in die flächenhafte Rauheitsmessung - von Ra, Rz, Rq zu Sa Sz Sq!
Micro.View
TopMap Micro.View® ist ein benutzerfreundlicher optischer Profiler im kompakten Tischaufbau. Micro.View® ist die kosteneffiziente Lösung zur Inspektion präzisionsgefertigter Oberflächen bis in den Sub-nm-Bereich und eignet sich für die Untersuchung von Rauheit, Mikrostrukturen und weiteren Oberflächenmerkmalen.
Micro.View+
Micro.View+ ist ein mikroskopbasierter Oberflächenprofiler mit Automatisierung und Farbkamerasystem. Er bietet reproduzierbare, anwenderunabhängige Analysen von Rauheit und Oberflächentextur und eignet sich sowohl für Laboranwendungen als auch für den Einsatz in der Produktion.
Überzeugen Sie sich vor dem Kauf von der Leistung eines Profilers – nutzen Sie unseren „Try before buy“ Ansatz.

Related measurement tasks & downloads
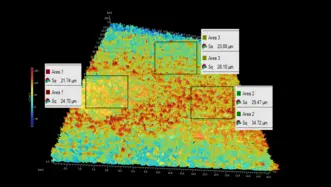
Messung der Oberflächenrauheit
Oberflächenstrukturanalyse in 3D. Von Sa/Sq bis Str/Sal zur Überprüfung von Spezifikationen und Oberflächenmerkmalen.
Form- und Lagetoleranzen einhalten
Form- und Positionstoleranzen wie Ebenheit, Welligkeit, Parallelität und Neigung zuverlässig prüfen – mit optischer 3D-Oberflächenmesstechnik, auch bei anspruchsvollen Geometrien.
Ebenheit, Dicke und Parallelität
Kombinierte Messung von Ebenheit, Dicke und Parallelität in einem Messvorgang. Flächige Topografie von Ober- und Unterseite für präzise Form- und Lagetoleranzen.
3D-Beschichtungsprüfung
3D-Qualitätskontrolle von Beschichtungen – vor und nach dem Prozess. Bewertung von Oberflächentextur, Defekten und Schichtdicken für funktionale und optische Anforderungen.
Tribologische Analyse
Analyse von Reibung, Verschleiß und Schmierzuständen auf Basis flächiger 3D-Oberflächendaten. Charakterisierung tribologischer Effekte für belastete Bauteile und Kontaktflächen.
Gut/Schlecht-Bewertung
Schnelle und objektive Gut/Schlecht-Bewertung auf Basis flächiger 3D-Messdaten. Automatisierte Workflows und hohe Z-Auflösung unterstützen reproduzierbare Entscheidungen und statistische Prozesskontrolle.
Messung von Mikro- und Nanostrukturen
Präzise 3D-Topografie von Mikro- und Nanostrukturen. Erfassung von Geometrie, Rauheit und dynamischem Verhalten für MEMS, Mikrooptik und nanotechnologische Anwendungen.
Downloads
Sprechen Sie mit unseren Experten für Oberflächenmesstechnik
Gemeinsam analysieren wir Ihre Messaufgabe und beraten Sie zu geeigneten Technologien, Systemen und Methoden. Als Alternative können wir auch direkt mit einer Machbarkeitsstudie starten und die Fähigkeiten unserer Profiler demonstrieren.
