Why measure surface flatness?
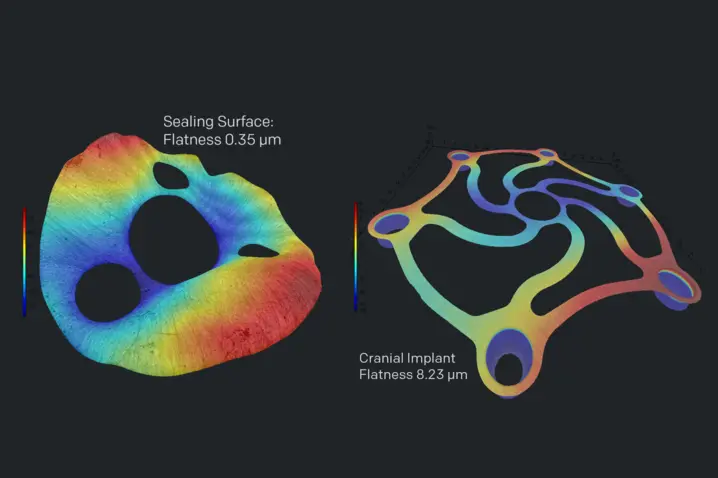
Surface flatness tolerances in surface metrology are defined for many manufactured parts since flatness is crucial for many applications in order to ensure functionality of technical components. With flatness being an essential surface parameter, it influences e.g. the leakage of sealing surfaces on flanges and valve seats. In precision optics where optical polishing is applied, the flatness of e.g. glass substrates, optical mirrors or beam splitters is one of the most important quality indicators.
But not only precision mechanics and optical components widely use flatness tolerances. In the electronics industry it is important to know whether the flatness of PCBs is within specified tolerances to ensure electrical connectivity when attaching multiple parts e.g. via soldering process. For surfaces that move relative to each other, surface flatness can also affect noise levels and sound emission of components. Simply put, flatness tolerances widely influence product reliability, functionality and even noise.
Interferometric precision flatness evaluation
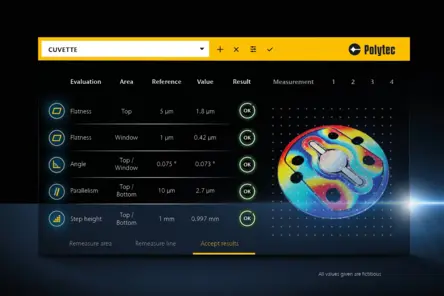
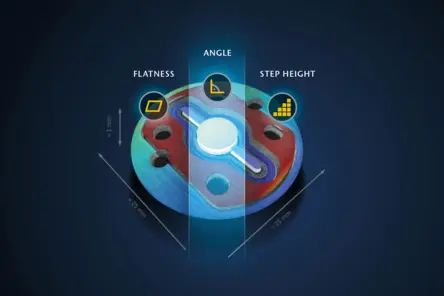
The cuvette of an infrared spectroscope is a critical component consisting of high-quality optically transparent materials, requiring an accurate positioning within the assembly using very precise mechanical fixtures. TopMap white light interferometers measure the respective parameters of position and orientation of the window in relation to the fixture but also the surface flatness of the fixture as well as vertical step heights between different levels of the cuvette.
TopMap are scanning white-light interferometers (WLI) offering a non-contact characterization of form, step height and texture providing the best vertical resolution independent of the field of view. With 45 mm x 34 mm in a single shot even without stitching, these optical profilers measure the entire cuvette in a single measurement within just seconds.
Compared to tactile measurement techniques which mechanically touch the surface at dedicated measurement positions, the optical full-field measurement of the cuvette contains almost a million measurement points.

ISO flatness and how it is calculated
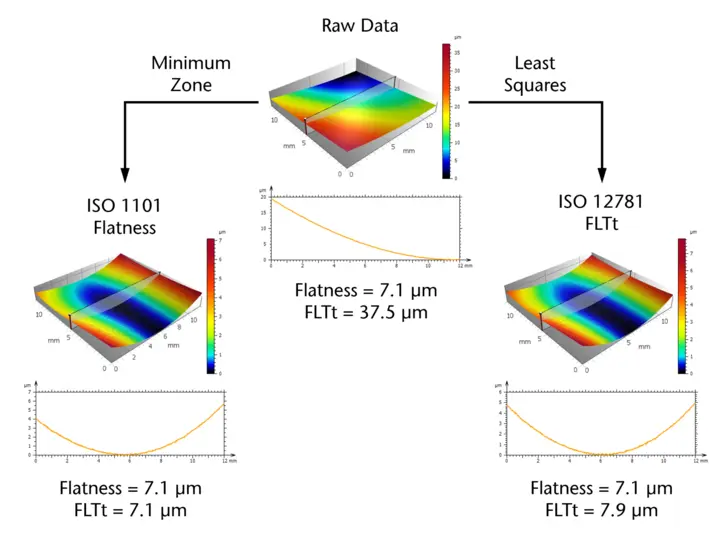
Generally, geometrical flatness in metrology is defined as the difference between two parallel planes throughout all recorded measurement points. However, different ISO standards are available which differ in how to calculate these parallel planes. In order to compare surface flatness measurement results taken with different measurement systems and technologies, it is important to refer to a certain ISO standard.
The ISO 1101 standard defines, that the distance between two parallel planes must be as small as possible while including all measurement points. In the ISO 12781, flatness is much more generally defined as distance between the minimum and maximum point of two planes, the distance of which depends on previously applied form removals.
Regardless of the ISO standard used, it is important to effectively eliminate outliers in the data set to prevent that single spikes dominate the measurement result.
Areal surface flatness measurement (optical coherence scanning)
Areal, non-contact flatness measurement technologies such as the coherence scanning technology using white-light interferometry reliably covers entire sample areas within a single shot. With millions of measurement points taken within an instant, optical flatness measurement allows detecting malfunction parts as nOK parts in an early production stage.
Even soft or very thin components allow reliable flatness evaluation as the surface under test is not deformed but measured in a non-invasive way. Areal surface flatness measurements are perfectly suited for quality control or 100% testing in production.

Benefits of optical surface flatness measurement
Flatness measurement is typically conducted using either tactile profilers or in a non-contact way (optically). Tactile measurement systems such as coordinate measurement machines (CMM) are often used for flatness measurement of large parts and where multiple dimensional, geometrical, or positional tolerances shall be characterized.
However, CMM measurements often take a long time since it is a point-by-point measurement. A bigger point spacing is often chosen to save measurement time. However, this approach accepts that local shape deviations will be missed.
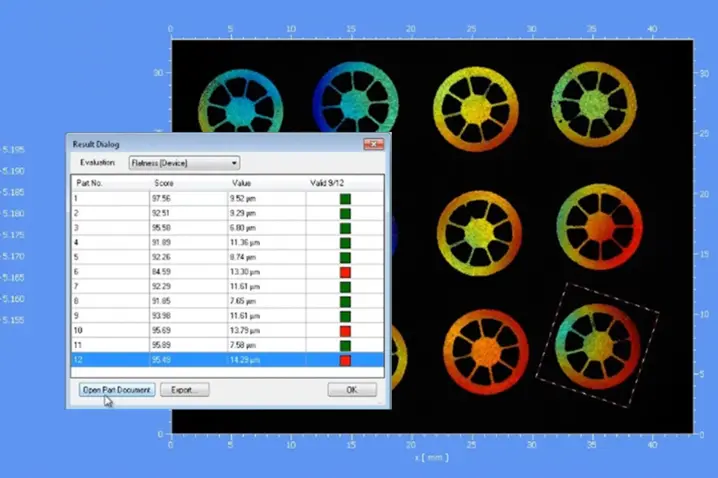
Automated flatness tolerance check for pass-fail analysis
To make sure every single part fulfils the flatness tolerances and thus the quality criteria a measurement routine for a 100% quality control can be implemented. Custom software options allow to adapt to specific testing needs and routine measurements in a way that simple measurement recipes can be stored and run. Set individual flatness tolerances and immediately compare with the measured value provide pass-fail results. Sample placement variation is detected, and the evaluation is automatically adapted to the new position thanks to automated pattern recognition. This ensures high reproducibility even in demanding surroundings.
Your WLI options for measuring flatness
Pro.Surf+
Multi-sensor optical profiler combining large-area form measurement with integrated roughness analysis. Pro.Surf+ delivers fast, traceable form and roughness results in one production-ready system.

Pro.Surf
Pro.Surf is a telecentric WLI/CSI system for fast, non-contact form and topography measurement. Due to a large FoV it is perfect for wider parts and trays - down to nm scale.
Metro.Lab
Metro.Lab is a compact, wide-area surface profiler. It combines high measurement performance with a small footprint—ideal for space or budget conscious applications that still require reliable 3D surface data.
Choose the right surface profiler with confidence -benefit from our "try before buy" approach.

Discuss your demands with our experts
Let’s start with a short discussion about your parts, tolerances, and workflow—and, if useful, we can add a feasibility study, PolyMeasure (contract measurements), or a PolyRent trial as optional next steps.
