The challenge: a complex process with little room for error
Additive manufacturing is reshaping modern engineering. Even highly complex parts can now be printed, often at a lower cost per part than conventional production, especially in low volumes. Printed parts also tend to be lighter, because solid walls can be replaced by honeycomb structures and separate fasteners are no longer needed. In aerospace, where every gram matters, that weight saving is decisive.
But the process itself is unforgiving. A long list of parameters influences the result of each printed layer, and on safety-critical aerospace components a flaw that slips through can have fatal consequences. The surface texture of a printed part is shaped by powder particle size and geometry, by how the powder melts, and by post-processing. Partially melted particles alone can change the texture. To control the process, engineers first had to be able to measure these subtle surface features reliably, and the question was whether their measurement approach could resolve them at all.
The solution: large-area surface data in a single measurement
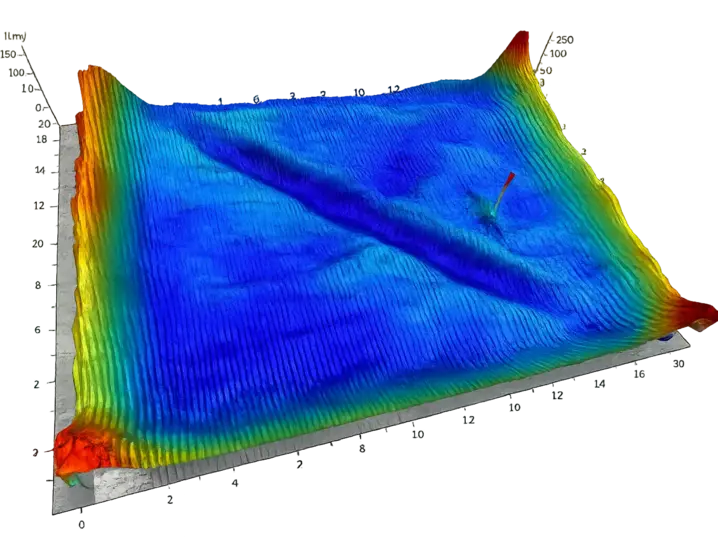
To gain control over the printing process, the team needed clear numerical data on the printed surfaces: flatness and shape to confirm that no lumps or bumps were present, step heights of printed features, the surface texture itself, and lateral distances such as edge to edge or diameters. Both the TopMap Pro.Surf and Pro.Surf+ deliver exactly this kind of data to support production control and process development.
Test cubes printed with different texture parameters were measured to learn how best to steer the process. A certain lateral resolution is needed to analyse surface texture, but a microscope system is not necessarily required. In this case a Pro.Surf with a small field of view was sufficient, and the roughness module was not even needed. The texture of the cubes was clearly resolved.
The reason is the makeup of these surfaces: the spatial frequencies that dominate the texture are mostly larger than the lateral resolution of the system. When that is the case, the combination of a large field of view and sufficiently high lateral resolution makes the Pro.Surf a very suitable tool for measuring this type of surface texture.
The large field of view is what makes the difference. Standards such as ISO 4287 call for scanning areas of 12.5 mm or even 40 mm. Capturing those areas in a single pass is straightforward for a large-area profiler, but a real challenge for a microscope-based system that would have to stitch many smaller measurements together.
From surface data to process control
Beyond resolving the texture, the system fits the realities of an additive manufacturing workflow. The large field of view and generous working distance make it possible to measure printed parts of varying size and shape with minimal preparation, while the objective-less, non-contact design keeps daily operation simple and robust:
- Large scanning areas captured in a single measurement
- No objective crash risk
- Less cleaning and adjustment effort
- Reduced maintenance-related downtime
With clear surface data in hand, the team could connect specific texture, flatness and step-height results back to the printing parameters that produced them. That feedback loop is exactly what is needed to develop and stabilise an additive process:
- Reliable read-out of surface texture on printed parts
- Flatness and shape control to catch lumps and bumps
- Step-height and lateral-distance evaluation in one tool
- Faster comparison of parameter variants
- A stronger, data-driven basis for process decisions
Final verdict: Measure what matters
In additive manufacturing, the printed surface is not just a finish, it is a direct readout of how well the process is running. On aerospace components, where a hidden defect can be fatal and part numbers are low, that information is essential to keep quality under control while still benefiting from lighter, cheaper parts.
By resolving surface texture, flatness, step heights and lateral distances over the large scanning areas the standards demand, and doing so in a single measurement without a microscope, the TopMap Pro.Surf gave the team the data they needed to understand and steer their printing process. Surface measurement stopped being a final check and became a tool for process development. Because in the end, it is about measuring what matters.
Industrial large-area profiler
The telecentric Pro.Surf systems are optimized for industrial surface profiling with high throughput and repeatable measurement precision.
