A practical guide for engineers and technicians
Choosing an optical profiler used to be straightforward — each technology had a clearly defined sweet spot. Today, that is no longer true. White light interferometry (WLI/CSI), confocal microscopy and focus variation all benefit from better optics, smarter algorithms and improved signal processing. Their capabilities overlap more than ever.
That means the right question is no longer which technology can measure your surface — it is which technology measures it with the best accuracy, repeatability and workflow efficiency.
Four questions that determine your choice
Do you need to measure steep flanks?
Typical applications
Tool inspection · Additive manufacturing · Turbine blade features · Textured and blasted surfaces
Engineering takeaway
If steep flank analysis dominates your workload, focus variation or confocal often offer advantages.
Are you measuring roughness, coatings or precision surfaces?
Typical applications
Nanometric roughness · Optical surfaces · Thin films and coatings · Semiconductor structures · Step height measurements
Engineering takeaway
When vertical sensitivity and low noise are critical, WLI/CSI remains the strongest solution available.
Is your primary task form, waviness or dimensional metrology?
Typical applications
Flatness · Parallelism · Bow and warp · Waviness · Large-area topography
Engineering takeaway
For these applications, system architecture — stitching quality, scan range, stability — matters more than measurement principle alone. Recommendation would be to start with WLI.
Is this a production metrology environment?
Typical applications
Pass/fail inspection · Thickness control · Multi-part measurements · Recessed features and bores
Engineering takeaway
Production metrology is often driven more by workflow robustness and throughput than by maximum resolution. Recommendation is to start with WLI macro profiler.
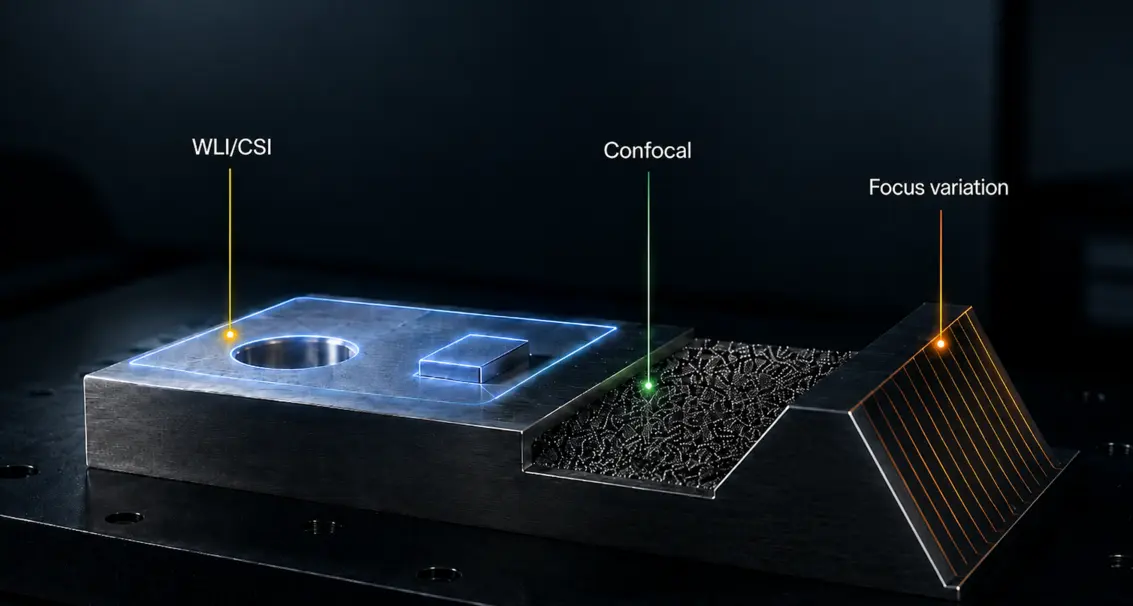
The technology perspective and where they differ
White light interferometry - Best for precision surfaces and production demands
Due to their high reliability and high, stable vertical resolution, WLIs are the GoTo solutions in the industrial area. But they are less suited for steep flanks or heavily scattering surfaces.
- Highest vertical resolution (sub-nm)
- Smooth and reflective surfaces
- Perfect for large-area form, flatness, parallelism, thickness and coating
- Resolution constant along z-Axis
Focus variation - Best for steep and textured surfaces
Profilers based on focus variation are best in case the surface on steep flanks must be measured. But they show limitations on smooth, finished or specular surfaces.
- Handles slopes up to 80° and beyond
- Excellent on rough and textured surfaces
- Cutting tools, additive manufacturing parts, forming tools
- Robust in production environments
Confocal microscopy - Versatile systems for many tasks
Profilometers based on confocal technology do not excel on any task but are good for many surface metrology tasks. The caveat with this technology is that the vertical resolution is a bit lower and does vary along the Z-axis.
- Versatile across surface types
- Handles moderate slopes well
- Mixed materials and general industrial metrology
- Good balance of resolution and flexibility
Multi-technology systems - Increased flexibility with some costs
Multi-technology have all technology embedded in one profiler. Thus those offer maximum flexibility, but they also require operators to understand when to use what technology — and how to interpret differences when the same part gives different results on different days. For most labs and production environments, a well-matched single technology covers the majority of tasks more reliably, with simpler workflows and lower total cost of ownership.
- All technology in one system
- Increased costs
- Higher complexity in technology and operation
Metrology criteria and how technology perform
| Criterion | WLI / CSI | Confocal | Focus variation |
| Vertical resolution | Highest | High | Moderate – high |
| Smooth reflective surfaces | Excellent | Good | Challenging |
| Steep flanks | Moderate | Good | Excellent |
| Film thickness | Excellent | Good | Limited |
| Large-area form | Excellent | Good | Moderate |
| Production metrology | Excellent | Good | Application depend |
Evaluate the system, not just the technology
Technology marketing tends to showcase best-case performance on ideal samples. A meaningful evaluation runs on your parts, against your acceptance criteria. These are the criteria that reveal real-world performance:
- Roughness repeatability — run the same part 10 times
- Invalid pixel rate on real part geometry
- Maximum measurable slope on your actual flanks
- Measurement time including stitching
- Correlation to your reference method (tactile, CMM)
- Training effort and operator dependency
Our Recommendation: Investigate your most critical component and at least ask manufacturers for a feasibility check. In best case you rent a system and test it thoroughly with your experts in your surrounding. Polytec is offering a free feasibility check and you can rent a system easily - and costs can be deducted from a purchase price, when the system has proven the use to you.
Check out our try before buy offer.
Next step: Identify the right WLI profiler
For the majority of industrial measurement tasks — roughness on precision parts, form on optical components, coating and film thickness, flatness — WLI/CSI delivers the highest accuracy and lowest measurement uncertainty. Confocal and focus variation are the right choice where geometry demands it, but both involve tradeoffs on the criteria that matter most for precision metrology.
Going for WLI, the next question is to decide whether a micro or macro profiler is the best solution. For this task a guide was created to explain the different systems and their pros and cons.
FAQ
How does white light interferometry (WLI/CSI) work?
White light interferometry, also called coherence scanning interferometry (CSI), splits a beam of broadband light into a reference path and a path that reflects off the surface. As the objective scans vertically, the two beams interfere and the interference contrast peaks at the exact height where the path lengths match. By tracking that peak for every pixel, the system builds a height map with sub-nanometre vertical resolution that stays constant along the Z-axis, which is why WLI/CSI is so strong on smooth, reflective and precision surfaces. The instrument class is defined in ISO 25178-604.
How does confocal microscopy work for surface measurement?
A confocal microscope illuminates the surface through a pinhole and collects the reflected light through a second pinhole, so only light from the exact focal plane reaches the detector while out-of-focus light is rejected. By scanning through focus and recording where each point is sharpest, the system reconstructs surface height point by point. This makes confocal a versatile all-rounder across many surface types and moderate slopes, with vertical resolution that is slightly lower than WLI and can vary along the Z-axis. The instrument class is described in ISO 25178-607.
How does focus variation work?
Focus variation uses an optical system with a small depth of field together with vertical scanning. As the optics move through focus, the instrument analyses the variation in image sharpness (contrast) at each point; the height where a point is sharpest gives its elevation. Because it relies on surface texture and reflectivity variation rather than interference, focus variation handles steep flanks (slopes up to around 80° and beyond) and rough or textured surfaces very well, but it is less suited to very smooth or specular surfaces. The instrument class is defined in ISO 25178-606.
What is a confocal chromatic (point) sensor and how does it differ from confocal microscopy?
A confocal chromatic sensor uses a lens with deliberate axial chromatic aberration, so each wavelength of white light focuses at a slightly different distance. Only the wavelength in focus on the surface returns sharply through the pinhole, and a spectrometer reads that wavelength to determine height. Unlike imaging confocal microscopy, which captures an area, the chromatic probe is a point sensor often used for fast distance, thickness and recessed-feature measurements. It is standardised separately in ISO 25178-602.
Are these optical profiling methods standardised?
Yes. The ISO 25178 series (Geometrical Product Specifications, Surface texture: Areal) defines areal surface-texture measurement and the design and metrological characteristics of each instrument type: coherence scanning interferometry in Part 604, confocal microscopy in Part 607, focus variation in Part 606, and confocal chromatic probes in Part 602. Because surface profiles can be extracted from areal topography data, these methods also apply to profile measurements, which makes results comparable across instruments when the same parameters and settings are used. The standards are maintained by ISO/TC 213.
Quick start into surface metrology
We take our claim Measure what matters seriously — and we support you in whatever way fits your situation. Even if your need is only temporary, or a full system isn’t in the budget yet, you have options: rent a system with PolyRent, or let our specialists run the measurements for you with PolyMeasure. And if you’re looking to buy, we’d recommend starting with a feasibility study or a rental — with the rental fee credited against your purchase price afterwards. Talk to our experts and we’ll recommend the best-fitting approach for your metrology tasks.