Regulación de flujo másico y cómo mejorar el proceso de laminación
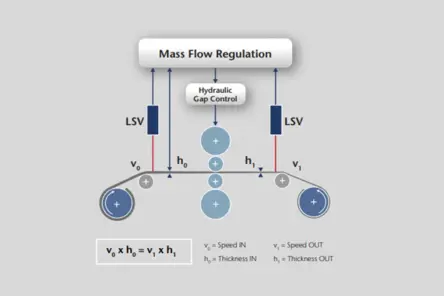
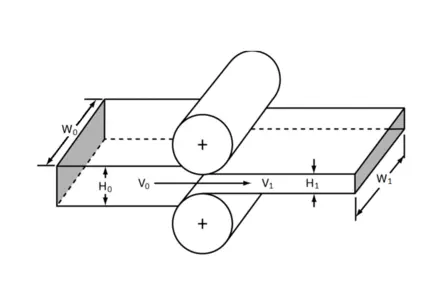
La regulación de flujo másico es esencial para el procesamiento de metales. Controlar el flujo másico del proceso significa controlar la anchura de la apertura entre cilindros, de modo que el espesor del material del producto final se mantenga lo más constante posible. Si se conocen el espesor antes del tren de laminación y la velocidad antes y después del mismo, la apertura entre cilindros —que determina el espesor del producto laminado— puede ajustarse de acuerdo con las condiciones deseadas.
Los sensores ópticos de Polytec miden la longitud y la velocidad del proceso sin contacto, pero con precisión interferométrica, evitando al mismo tiempo el deslizamiento, el desgaste y la incertidumbre. Ofrecen señales de salida digitales y analógicas para el PLC, al igual que cualquier encoder clásico, y son fáciles de integrar. ¡Ponte en contacto con nosotros y te haremos una demostración en directo de todo lo que es posible!
Definición de regulación de flujo másico
El caudal másico, también denominado rendimiento másico, es la masa de un medio que se desplaza a través de una sección transversal definida por unidad de tiempo. Así pues, el caudal másico describe la velocidad a la que se desplaza una masa, como la materia prima en los laminadores, y suele medirse en kilogramos. En los laminadores, la regulación de flujo másico siempre requiere una medición combinada del espesor y de la velocidad. La regulación automática de espesor (AGC) basada en el caudal másico es una técnica utilizada desde hace muchos años para controlar el espesor de las bandas en los laminadores en tándem en frío, lo que permite un control más preciso del espesor al proporcionar un ajuste más rápido y exacto de la abertura entre cilindros.

Habla con nuestros expertos
¿Es posible medir con precisión láser la anchura de la abertura entre cilindros, el grado de laminado de acabado y la velocidad de la banda en el laminado en frío?
Regulación de flujo másico mediante la medición de la abertura entre cilindros y del espesor de la banda
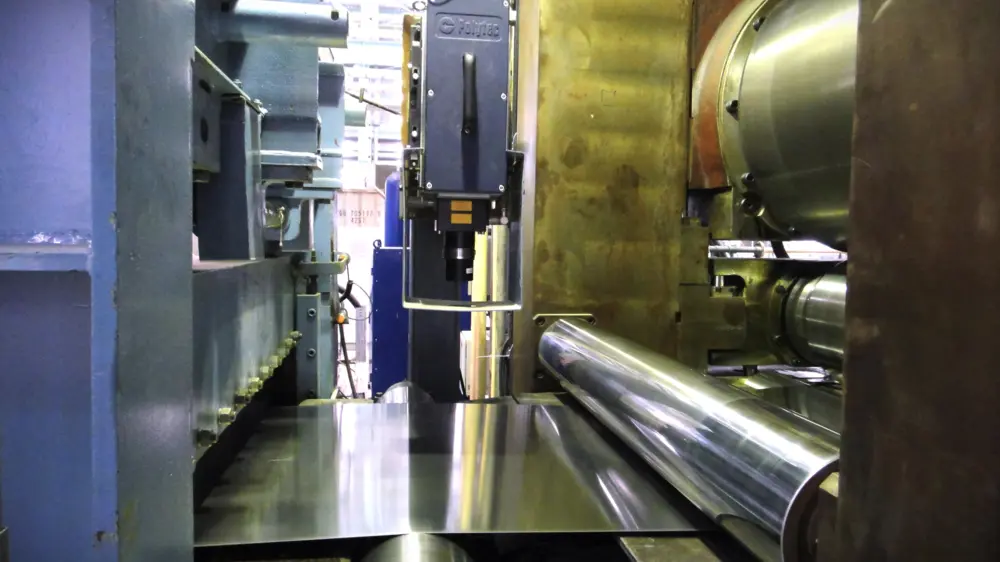
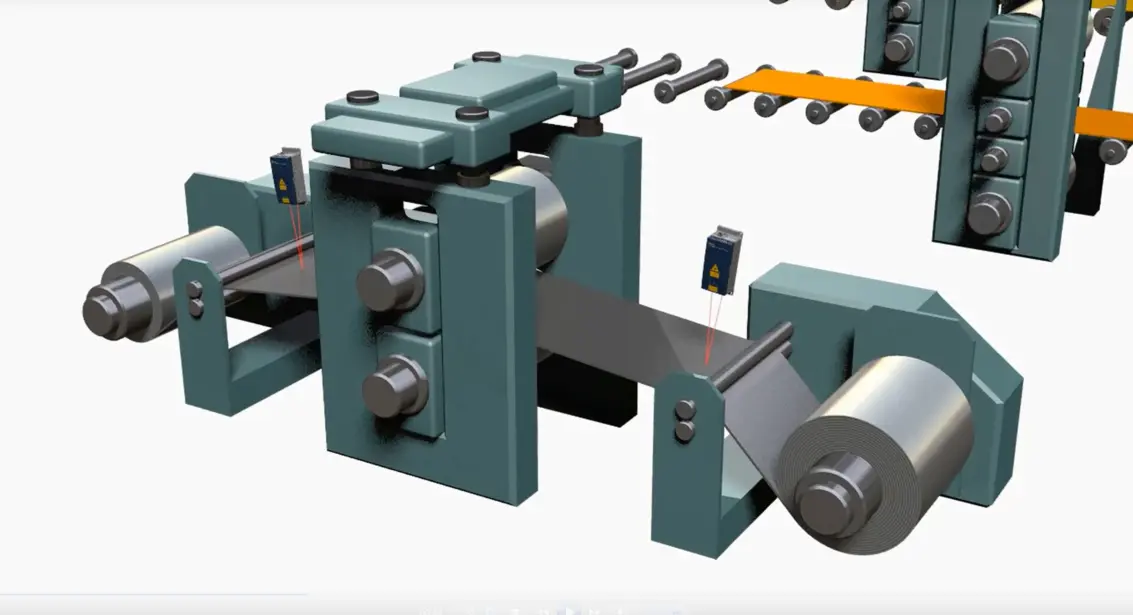
El espesor de la banda se mide mediante bastidores en C con un sistema LSV integrado y compacto Laser Surface Velocimeter, que mide las velocidades aguas arriba y aguas abajo del tren de laminación. Dado que la medición de velocidad es extremadamente precisa, es posible supervisar y controlar la apertura entre cilindros con mayor precisión mediante el LSV y, de este modo, lograr un mejor cumplimiento de las especificaciones de espesor del producto final. El resultado es una mayor calidad y, en consecuencia, un aumento de la producción.

Regulación de flujo másico mediante sensores láser
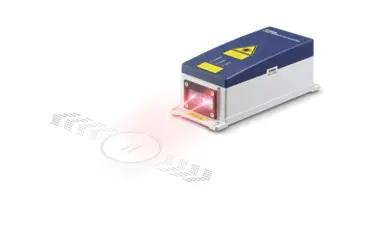
Los LSV Laser Surface Velocimeterde Polytec son sensores de velocidad láser que miden en casi cualquier superficie, incluso en superficies contaminadas y en los entornos hostiles de los laminadores. La técnica de medición sin contacto elimina eficazmente el deslizamiento y el desgaste, al tiempo que proporciona un control preciso y fiable del proceso y de la regulación de flujo másico mediante láser, sin afectar a la superficie de los productos laminados.
Regulación de flujo másico mediante la medición del paso superficial y del grado de estiramiento
El grado de laminado de acabado en el laminado en frío de bandas se determina por la diferencia de velocidad de la banda a la entrada y a la salida del tren de rodillos, lo que en el pasado se medía de forma mecánica, normalmente mediante generadores tacométricos. El uso de dos sensores láser LSV de Polytec evita que se produzcan errores de medición debidos al deslizamiento y al desgaste, y el grado de laminado de acabado medido puede utilizarse directamente como parámetro fiable para ajustar los rodillos en la regulación de flujo másico. Los principales fabricantes de acero inoxidable de todo el mundo han confirmado que han optimizado la precisión de medición hasta ± 0,02 % en la medición del grado de laminado de acabado utilizando los sensores Laser Surface Velocimeterde Polytec.
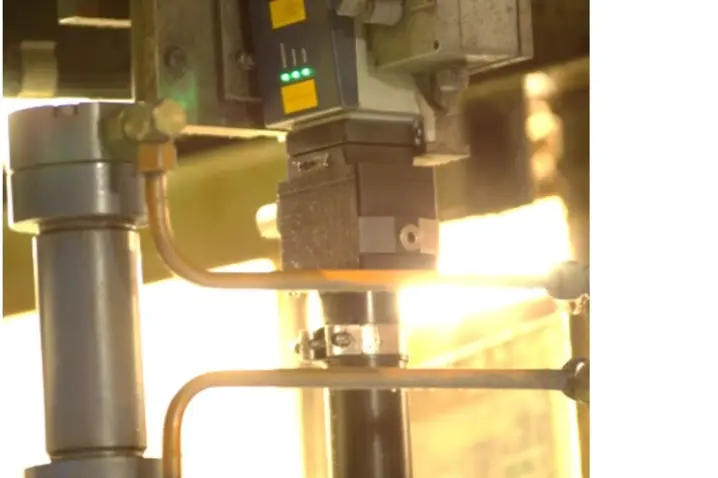
Estructura en C con medición de velocidad integrada en laminadores
La industria metalúrgica exige unos estándares muy elevados en cuanto a la precisión dimensional y la calidad de los productos de acero y aluminio. En la actualidad, los modernos laminadores se controlan con frecuencia mediante el principio del flujo másico para reducir aún más las tolerancias de espesor de las bandas laminadas. Los velocímetros de superficie por láser (LSV) son fáciles de integrar y permiten medir de forma fiable la componente de velocidad.


Control automático de nivel (AGC) para la regulación de flujo másico
La elongación se consigue mediante el laminador de templado/acabado. A diferencia de los laminadores en tándem, diseñados para una reducción importante, los laminadores de templado/acabado están diseñados para alcanzar las especificaciones deseadas en cuanto a planicidad, acabado superficial y calidad de las superficies, así como las propiedades mecánicas finales de la banda. El control de la elongación puede oscilar entre aproximadamente el 0,25 % y el 4 %, dependiendo de las especificaciones, y se controla, de forma similar, midiendo y comparando la velocidad de entrada y la velocidad de salida del laminador.
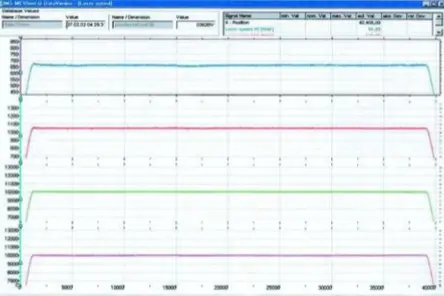
La ventaja de utilizar LSV es la mejora en la medición de la velocidad de la banda para los cálculos de caudal másico y las mediciones de elongación. El siguiente gráfico muestra una comparación entre la velocidad medida por un LSV « Polytec » y la medida por el encoder del rodillo deflector.







Habla con nuestros expertos
Nuestros expertos están preparados para ayudarte en tus proyectos con soluciones de medición a medida o para ayudarte a medir lo que realmente importa. Ponte en contacto con nosotros hoy mismo.