なぜ段差の高さを測るのか?
段差高さの検査は品質管理において重要な役割を担う。このため、多くの技術図面には肩部、溝、穴などの高さ寸法に対する公差規定が記載されている。段差高さの規定が違反されると、好ましくない隙間寸法が生じたり、二つの部品表面が意図せず接触したりする。これにより、シール面での漏れ、電気接点での電流の流れの遮断、あるいは摩擦抵抗や摩耗の増加を招く可能性がある。 さらに、段差高さ測定は積層造形やアブレーション加工プロセスの最適化にも活用できる。不透明層の厚さを測定できるだけでなく、レーザーパルスなどによる材料除去量を確認することも可能である。
段差の高さの計算方法
段差高さの測定は、平坦度、平行度、粗さ評価など他の頻繁に試験される特性とは異なり、標準化された手順ではありません。選択可能な計算方法は複数存在し、非理想的な形状や測定条件により結果が異なる場合があります:
- 方法1:
ステップ高さは、2つの表面の重心間の垂直距離として決定される - 方法2:
段差高さは、一方の測定面の(外挿された)回帰平面と、もう一方の面の重心との間の垂直距離として決定される。

方法1は重心を参照するため非常に簡便であるが、測定対象の傾斜に対して高い感度を示す。方法2はこの欠点を克服するため、段差高さの測定に推奨される手法である。基準面の選択が影響を及ぼすため、技術図面には明記する必要がある。
表面平坦度と段差高さの測定方法 –TopMap 光学式3D表面特性評価
プロファイルベースとエリアベースの段差高さ測定の差異
段差の高さは、プローブを用いて各表面に機械的に接触させることで確認できる。座標測定機を用いる場合、個々の測定点が記録され、計算に用いられることが多い。スキャン時には、プローブが接触方式で表面上を移動する。測定点の密度が高いほど、測定値の不確かさも大きくなる。光学式センサーは非接触での形状計測を可能とし、機械式プローブでは到達困難な深い窪面にも到達できる。
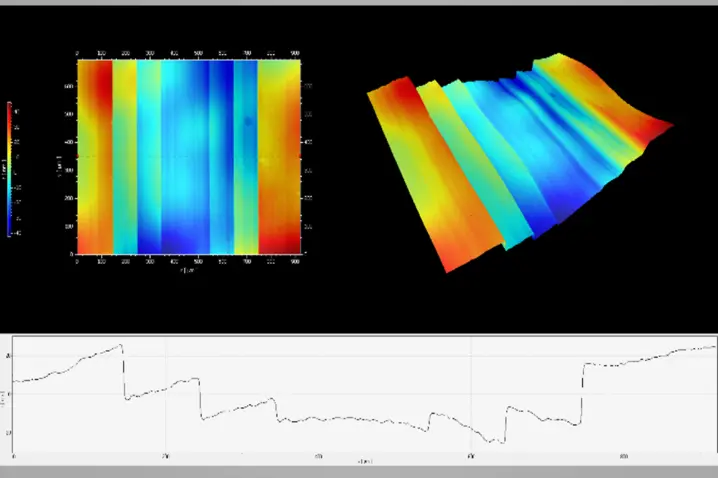
触覚式プローバーと光学式ラインプロファイラーの両手法は、局所的な測定データ(特定の点またはプロファイルに沿ったデータ)のみを利用する。これを表面の密なスキャンに用いると時間がかかる。しかし、迅速なスキャンやランダムテストでは、さらなる評価に必要な変形を見逃すリスクがある。
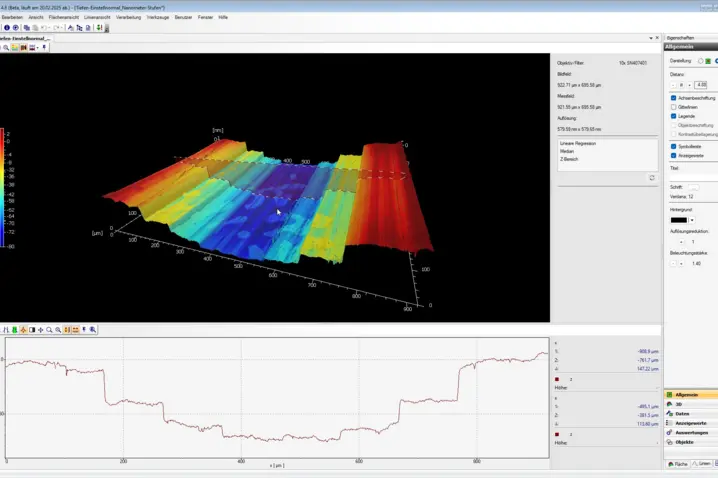
コヒーレンス走査干渉法(CSI)を用いた面ステップ高さ測定
白色光干渉計 コヒーレンス走査技術を用いて、機械式プローブでは到達困難な測定位置においても、非接触で段差高さを精密に測定します。1回の測定で数百万の測定点を取得し、表面の完全な3D画像を生成するため、関連する測定面の形状も考慮できます。面全体にわたる段差高さ測定により、効率的な品質検査のための信頼性の高い測定結果を提供します。 段差高に加え、測定により両表面の平坦度と方位に関する詳細情報が得られ、品質問題の原因分析が可能となります。広い作動距離、衝突のない操作、堅牢な測定技術により、白色光干渉計は生産現場での品質管理から100%検査まで、最適な測定機器として選ばれています。
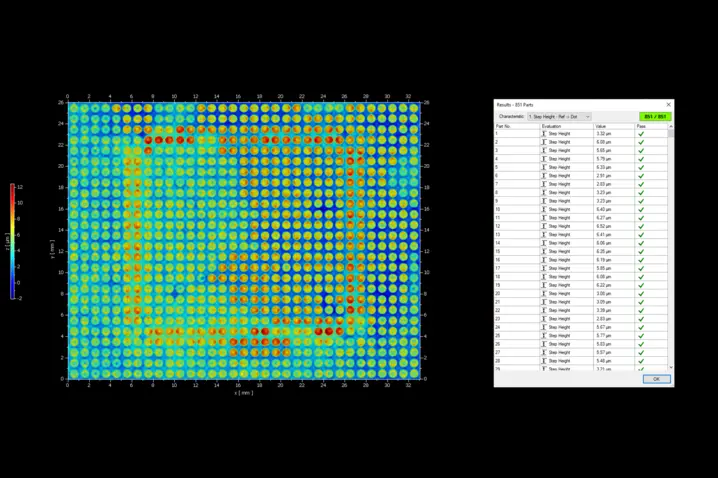
自動段差高さ検査および合格/不合格判定
各部品が段差高さの仕様を満たすことを保証するため、100%品質管理のための測定・評価ルーチンを実装できます。レシピ機能を備えたTMS Software は、マウスクリック一つで検査プロセス全体を完全に自動化するための理想的なツールを提供します。 インテリジェントなソフトウェアソリューションにより、多くの場合サンプルホルダーを不要にすることも可能です。定義された公差に基づき良品/不良品の判定結果が得られるため、測定装置とPLC/プロセス制御の連携により、手動または機械的に不良部品を選別できます。
ステップ高さ測定のためのWLIオプション
Pro.Surf+
Multi-sensor optical profiler combining large-area form measurement with integrated roughness analysis. Pro.Surf+ delivers fast, traceable form and roughness results in one production-ready system.

Pro.Surf
Pro.Surf is a telecentric WLI/CSI system for fast, non-contact form and topography measurement. Due to a large FoV it is perfect for wider parts and trays - down to nm scale.
Metro.Lab
Metro.Lab is a compact, wide-area bench-top surface profiler. It combines high measurement performance with a small footprint — ideal for space- or budget-conscious applications that still require reliable 3D surface data.
自信を持って最適な表面プロファイラーをお選びください——「購入前に試用」という当社のアプローチのメリットを享受いただけます。

ご要望について専門家とご相談ください
まずは部品仕様、公差、ワークフローについて簡単に話し合いましょう。必要に応じて、実現可能性調査、PolyMeasure(契約測定)、またはPolyRentトライアルをオプションの次のステップとして追加することも可能です。
