Das preisgünstigste 3D-Oberflächensystem für die Rauheitsmessung mit R- und S- Parametern
Unser Roughness Tester sind Basisversionen unserer Micro.View -Profilometer. Mit diesen vordefinierten Konfigurationen können wir äußerst kostengünstiges Einstiegssysteme anbieten, welche zuverlässige 3D-Rauheits- und Texturanalysen durchführen bei höchster Präzision und Wiederholbarkeit. Für genaue Messungen von matten bis stark reflektierenden Oberflächen.
- ISO-konforme Rauheitsauswertung: R-Parameter für Profillinien und S-Parameter für die Flächenbewertung
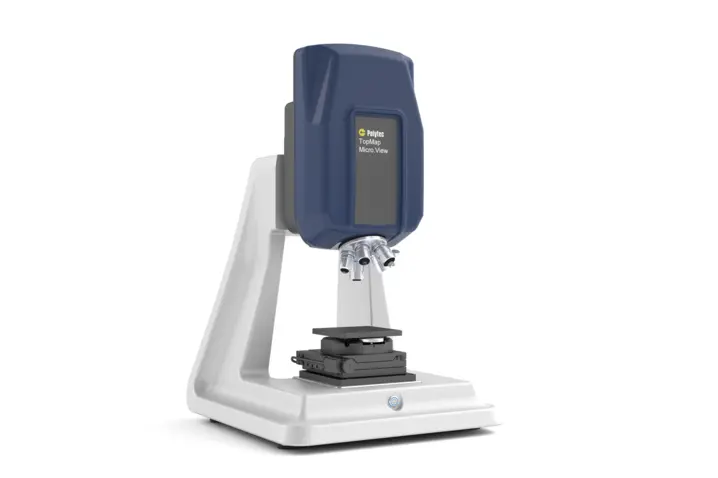
- Kompaktes Tischgerät für R&D und QM
- Automatisierter XY-Tisch (optional)
- Upgrade-Garantie (falls zu einem späteren Zeitpunkt doch ein System mit mehr Funktionalität benötigt wird)

Besprechen Sie Ihre Messaufgabe mit unseren Experten
In einem kurzen Gespräch klären wir Ihre Anforderungen, Toleranzen und Prozesse. Darauf aufbauend besprechen wir mögliche nächste Schritte – zum Beispiel eine Machbarkeitsstudie, Auftragsmessungen oder die Gerätemiete – um gemeinsam die optimale Lösung zu finden.

Ein robustes, hochwertiges Messgerät für den Einstieg in die optische Oberflächenmessung
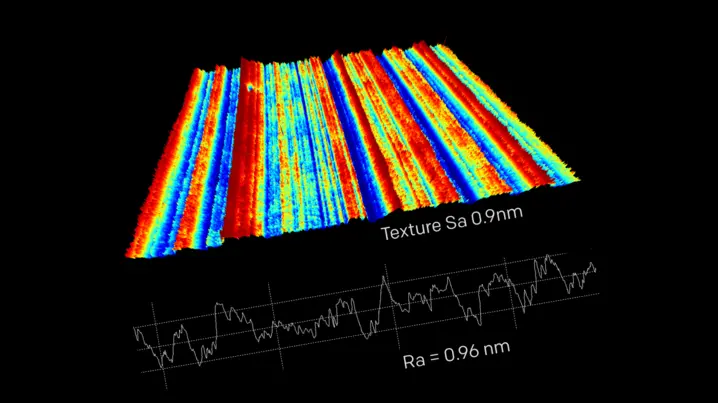
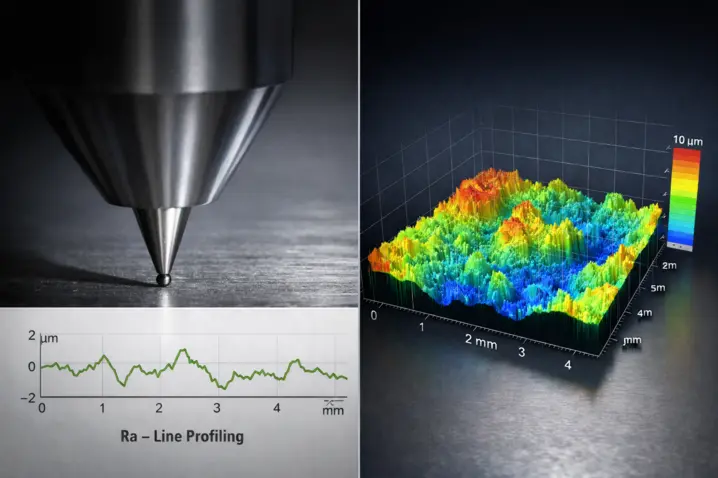
Mit den Konfigurationen des Rauheitsmessgeräts „ Micro.View “ erfassen Sie klassische Rauheitsparameter („Linienparameter“) (Ra, Rz, ...), aber auch echte Flächendaten (Sa, Sq, ...) – schnell, berührungslos und wiederholgenau.
Und optische Profilometer bieten noch weitere Vorteile: Im Gegensatz zu Tastermessungen erfassen optische Oberflächenprofilometer die vollständige 3D-Topografie, und es besteht keine Gefahr, die Oberfläche der Probe zu beschädigen.
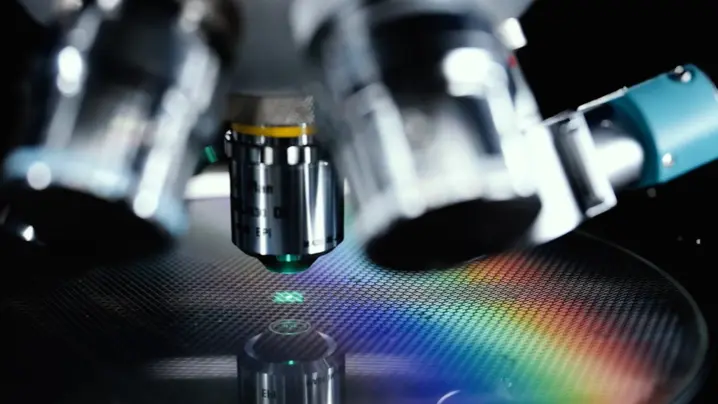
Viele herkömmliche optische Profilmessgeräte haben Schwierigkeiten mit stark reflektierenden, dunklen, kontrastarmen oder transparenten Materialien. Das „Micro.View“ überwindet diese Herausforderung mithilfe der integrierten intelligenten Scan-Technologien „Correlogram“ und „ SST “, die mehrere Scans mit unterschiedlichen Aufnahmeeinstellungen ermöglichen. Dies ermöglicht zuverlässige Messungen selbst bei herausfordenden Materialien.
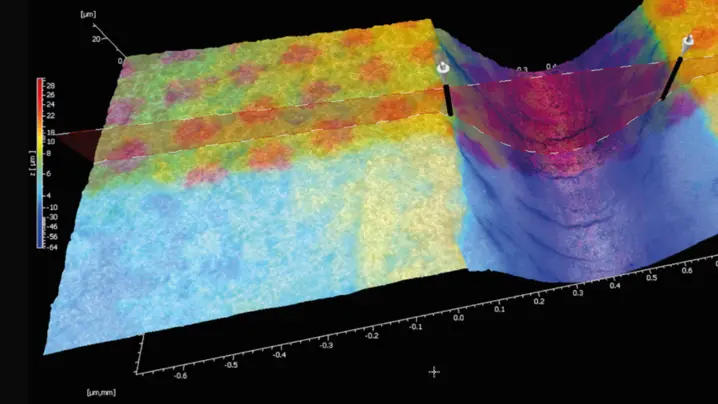
Das Ergebnis: präzise 3D-Daten für die Bewertung von Rauheit, Mikrostrukturen, Stufenhöhen und Ebenheit – selbst auf den anspruchsvollsten Oberflächen.
Dank jahrzehntelanger Erfahrung haben unsere Ingenieure die Phasen- und Hüllkurvenauswertung des Korrelogramms mit einem von Natur aus geringen Systemrauschen kombiniert. Dies führt zu einer vertikalen Auflösung im Sub-Nanometerbereich und einer herausragenden Klarheit der 3D-Daten.
Dieses Maß an Präzision ermöglicht es Ingenieuren, enge Toleranzen zu überprüfen, die Produktion zu optimieren und langfristige Zuverlässigkeit sicherzustellen.
Wann sollte man von einem taktilen auf ein optisches Messgerät umsteigen?
Wir beobachten, dass immer mehr Kunden dazu übergehen, die Oberflächeneigenschaften optisch zu messen. Die Hauptgründe für diesen Wandel sind:
- Messung empfindlicher oder weicher Oberflächen ohne Beschädigung
- Erfassung der gesamten Oberflächenstruktur anstelle einzelner Spuren
- Frühzeitigere und zuverlässigere Erkennung von Funktionsproblemen
- Zeitersparnis durch schnellere Flächenmessung
- Einhaltung neuerer Industriestandards wie ISO 25178
Das häufigste Gegenargument für optische System ist der hohe Preis. Genau deswegen bieten wir mit unserem "Roughness Tester" preisgünstige Micro.View Varianten an.
Polytec Konfigurationen des "Roughness Tester"
Mit einem Messbereich von 100 mm in Z-Richtung und der kontinuierlichen Abtasttechnologie „ CST “ misst der "Roughness Tester" komplexe Oberflächen mit einer Auflösung im Sub-Nanometerbereich. Diese praktische Tischausführung verfügt über integrierte Elektronik und lässt sich einfach in Betrieb nehmen und bedienen.
- Sensorkopf mit einer Auflösung im Sub-Nanometerbereich und 5-fach-Objektivrevolver
- Kompaktes Stativ mit integrierter Schwingungsisolierung
- 10-fach-Objektiv (weitere Objektive optional erhältlich)
- Software für Rauheitsmessungen gemäß den internationalen Normen (ISO 25178, ISO 4287, ISO 4288, ISO 21920 und ASME B46.1)
Der "Roughness Tester" wird in einer vordefinierten Konfiguration geliefert, um maximale Leistung zu einem optimierten Einstiegspreis zu bieten.
Überzeugen Sie sich vor dem Kauf von der Leistung eines Profilers – nutzen Sie unseren „Try before buy“ Ansatz.

Spezifikation unserer kostenoptimierten Rauheitsmessgeräte
| Leistung bei der Oberflächentopografie | Vertikaler Messbereich (Positionierung und Messung) | 100 mm |
| Messrauschen | < 0,6 nm | |
| Wiederholgenauigkeit | < 0,2 nm | |
| Messung | Reflektivität der Probe | 0,05 bis 100 % |
| Messbereich 1 | 0,79 mm x 0,58 mm | |
| Maximaler Messbereich mit True Stitching 1 | 171 mm² | |
| Messpunktabstand 1 | 0,59 µm | |
| Datenpunkte | 1.352.000 (effektive Pixel) | |
| Probenpositionierung | Proben-Tischgröße | 140 mm x 140 mm |
| XY-Tisch | Basis: Keine Erweitert: 75 mm motorisierter Verfahrweg (x und y) | |
| Kipp-/Neigetisch | Manuell | |
| Software | Auswertung gemäß Industriestandards | ISO 25178, ISO 4287, ISO 13565, ISO 21920, ASME B46.1 |
| Automatisierungsfunktionen | Mess- und Auswertungsrezepte, „True Stitching “ (mit motorisiertem XY-Tisch) |
1 mit 10-fach-Objektiv
Downloads
Q&A für die Rauheitsmessung
Was ist ein optisches Rauheitsmessgerät?
Ein optischer Rauheitsmessgerät nutzt lichtbasierte Technologien (z. B. Weißlichtinterferometrie), um die Oberflächentopographie berührungslos zu erfassen. Im Gegensatz zu taktilen Systemen, die lediglich ein einzelnes 2D-Profil abtasten, erfassen optische Systeme die vollständige 3D-Oberfläche in einer einzigen Messung und liefern sowohl R-Parameter (z.B. Ra, Rz) als auch flächenbezogene S-Parameter (z.B. Sa, Sz) gemäß ISO 25178.
Was ist der Unterschied zwischen R und S Parametern?
Am Beispiel von Ra und Sa: Ra (arithmetischer Mittenrauwert) wird entlang einer einzelnen 2D-Profillinie bestimmt. Sa ist das 3D-Äquivalent und wird über eine gesamte Oberfläche berechnet. Sa ermöglicht eine umfassendere und statistisch belastbarere Charakterisierung der Oberflächenrauheit gemäß ISO 25178.
Warum sollte man von der taktilen auf die optische Rauheitsmessung wechseln?
Die berührungslose optische Messung vermeidet das Risiko von Oberflächenbeschädigungen, ermöglicht eine vollständige 3D-Flächenanalyse statt einzelner Linienprofile, erreicht eine vertikale Auflösung im Sub-Nanometerbereich und erfasst über 1 Million Messpunkte pro Scan. Sie ist ideal für empfindliche Oberflächen, die Qualitätssicherung und Forschungsanwendungen.
| Kriterien | Stylus | Optisch |
|---|---|---|
| Prinzip | 2D-Einzelprofil (Linienmessung) mit Kontakt | Kontaktlose 3D-Flächenmessung |
| Parameter | Nur R-Parameter (Ra, Rz,...) | R- und S-Parameter (Ra, Rz, Sa, Sz,…) |
| Auflösung | Mikrometer-Bereich | Sub-Nanometer |
| ISO 25178 | Nein | Ja |
| ISO 4278, 13565, 21920 | Ja | Ja |
| Verschleiß / Wartung | Stylus unterliegt Verschleiß, regelmäßiger Austausch erforderlich | Kein Verschleiß durch Messung |
| Reproduzierbarkeit | Gut, kann jedoch durch Stylus-Verschleiß und Kontaktbedingungen variieren | Sehr hoch; hohe Langzeitstabilität |
Welche Standards (ISO, ASME) erfüllt der Polytec Roughness Tester?
Der Polytec Roughness Tester unterstützt die Auswertung gemäß ISO 25178 (flächenbezogene Oberflächenrauheit), ISO 4287 (Profilrauheit), ISO 13565 (Traganteilkurve), ISO 21920 (Profilverfahren) sowie ASME B46.1.
Was ist der Einsatzort bzw. die Nutzer des Roughness Tester?
- Qualitätssicherungslabore, die aktuelle Normen einhalten müssen
- Hochwertige Fertigungsbetriebe, die präzise Oberflächen und stabile Prozesse benötigen
- Universitäten und Lehrlabore
- F&E-Abteilungen, die detaillierte Einblicke in Oberflächen (z. B. Tribologie) benötigen
Besprechen Sie Ihre Anforderungen zur Rauheitsmessung mit unseren Experten
Sprechen Sie mit unseren Anwendungsexperten über Ihre Anforderungen und entdecken Sie die besten Optionen für Ihre Messaufgabe – vom ersten Austausch Ihrer Fragen und Bedürfnisse bis hin zu einer kostenlosen Machbarkeitsstudie oder PolyRent.
Wenn mehr Features benötigt werden:
Falls Sie mehr Funktionen und Möglichkeiten benötigen, ist der „ Micro.View+ “ eine hervorragende Wahl:
- Größere und vollständig motorisierte Probentische
- Messung hoher Proben (bis zu 370 mm)
- Motorisierter Objektivrevolver
- Color View für verbesserte Visualisierung und Fehlererkennung
- Inline-Integration des Sensorkopfes
Werfen Sie einen Blick auf unsere Produktfamilie „Micro.View “ mit modularen Konfigurationsoptionen und fortschrittlichen Automatisierungsfunktionen. Wenn Sie sich unsicher sind, nutzen Sie unsere Möglichkeiten, um mit unseren Experten zu sprechen, eine kostenlose Machbarkeitsstudie zu starten oder ein System über PolyRent zu mieten.
