面向工程师与技术人员的实用指南
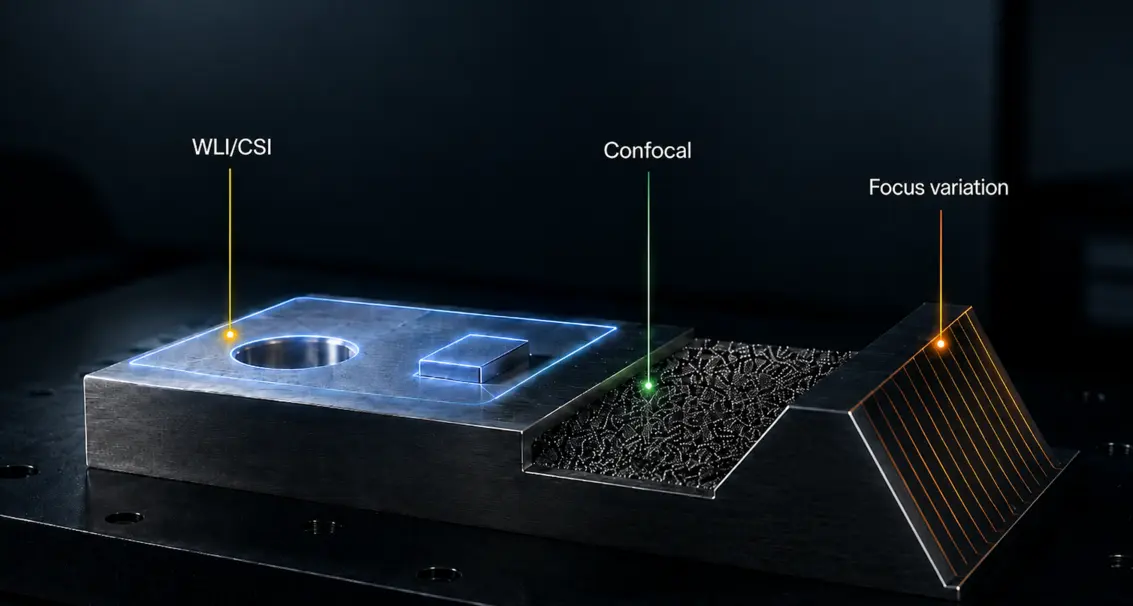
过去选择光学轮廓仪很简单——每种技术都有明确界定的最佳适用范围。如今情况已不再如此。白光干涉(WLI/CSI)、共聚焦显微镜与焦点变化都受益于更优异的光学元件、更智能的算法和更出色的信号处理,它们的能力重叠程度前所未有。
这意味着真正该问的问题不再是哪种技术能测量您的表面——而是哪种技术能以最佳的精度、重复性和工作流效率完成测量。
决定您选择的四个问题
您是否需要测量陡峭侧壁?
典型应用
刀具检测 · 增材制造 · 涡轮叶片特征 · 纹理及喷砂表面
工程要点
如果陡峭侧壁分析在您的工作中占主导地位,焦点变化或共聚焦通常更具优势。
您测量的是粗糙度、镀层还是精密表面?
典型应用
纳米级粗糙度 · 光学表面 · 薄膜及镀层 · 半导体结构 · 台阶高度测量
工程要点
当垂直灵敏度和低噪声至关重要时,WLI/CSI 仍是目前最强的可用方案。
您的主要任务是形状、波纹度还是尺寸计量?
典型应用
平面度 · 平行度 · 翘曲与变形 · 波纹度 · 大面积形貌
工程要点
对于这些应用,系统架构——拼接质量、扫描范围、稳定性——比单纯的测量原理更为重要。建议从 WLI 入手。
这是生产计量环境吗?
典型应用
合格/不合格检测 · 厚度控制 · 多零件测量 · 凹陷特征与孔
工程要点
生产计量往往更取决于工作流的稳健性和吞吐量,而非最高分辨率。建议从 WLI 宏观轮廓仪入手。
各项技术的视角及其差异所在
白光干涉——精密表面与生产需求的最佳之选
凭借高可靠性以及高而稳定的垂直分辨率,WLI 是工业领域的首选方案。但它们不太适合陡峭侧壁或强散射表面。
- 最高的垂直分辨率(亚纳米级)
- 光滑且具反射性的表面
- 非常适合大面积形状、平面度、平行度、厚度和镀层测量
- 分辨率沿 Z 轴恒定不变
焦点变化——陡峭与纹理表面的最佳之选
在必须测量陡峭侧壁表面时,基于焦点变化的轮廓仪表现最佳。但它们在光滑、精加工或镜面表面上存在局限。
- 可处理高达 80° 乃至更陡的斜面
- 在粗糙和纹理表面上表现出色
- 切削刀具、增材制造零件、成形模具
- 在生产环境中稳健可靠
共聚焦显微镜——适用于多种任务的多功能系统
基于共聚焦技术的轮廓仪在任何单项任务上都不算出类拔萃,但能胜任众多表面计量任务。该技术的不足之处在于垂直分辨率略低,且会沿 Z 轴变化。
- 适用于多种表面类型
- 能很好地应对中等斜度
- 混合材料及通用工业计量
- 分辨率与灵活性兼顾
多技术系统——灵活性更高,但有所代价
多技术系统将所有技术集成于一台轮廓仪中,因而提供最大的灵活性,但也要求操作人员理解何时使用何种技术——以及当同一零件在不同日期给出不同结果时如何解读这些差异。对大多数实验室和生产环境而言,一种与需求高度匹配的单一技术能够更可靠地覆盖大部分任务,工作流更简单,总体拥有成本也更低。
- 所有技术集于一套系统
- 成本更高
- 技术与操作的复杂度更高
各项计量标准及各技术的表现
| 评价标准 | WLI / CSI | 共聚焦 | 焦点变化 |
| 垂直分辨率 | 最高 | 高 | 中等 – 高 |
| 光滑反射表面 | 优秀 | 良好 | 有难度 |
| 陡峭侧壁 | 中等 | 良好 | 优秀 |
| 膜层厚度 | 优秀 | 良好 | 有限 |
| 大面积形状 | 优秀 | 良好 | 中等 |
| 生产计量 | 优秀 | 良好 | 视应用而定 |
评估整套系统,而不仅仅是技术
技术营销往往展示理想样件上的最佳表现。真正有意义的评估,是用您自己的零件、依照您的验收标准来进行。以下是能够揭示实际表现的评价标准:
- 粗糙度重复性——同一零件测量 10 次
- 真实零件几何上的无效像素率
- 在您实际侧壁上可测量的最大斜率
- 包含拼接在内的测量时间
- 与您参考方法(接触式、CMM)的相关性
- 培训投入与对操作人员的依赖程度
我们的建议:对您最关键的零部件进行考察,并至少要求制造商提供可行性验证。最理想的做法是租用一套系统,由您的专家在您的实际环境中充分测试。Polytec 提供免费的可行性验证,您也可以轻松租用系统——一旦系统向您证明了其价值,租用费用还可从购买价格中抵扣。
了解我们的先试后买方案。
结论
对于绝大多数工业测量任务——精密零件上的粗糙度、光学元件上的形状、镀层与膜厚、平面度——WLI/CSI 都能提供最高的精度和最低的测量不确定度。共聚焦与焦点变化在几何形状有此要求时是正确的选择,但两者在对精密计量最为关键的各项标准上都存在取舍。
最佳的选型流程,是在具有代表性的零件上进行实测试验。任何规格参数表都无法替代这一点。
常见问题
白光干涉(WLI/CSI)是如何工作的?
白光干涉,又称相干扫描干涉(CSI),将一束宽带光分为参考光路和反射自被测表面的测量光路。当物镜沿垂直方向扫描时,两束光发生干涉,在两条光路长度相等的确切高度处,干涉对比度达到峰值。系统通过追踪每个像素的这一峰值,构建出一幅高度图,其垂直分辨率达亚纳米级且沿 Z 轴保持恒定——这正是 WLI/CSI 在光滑、反射性和精密表面上表现如此出色的原因。该仪器类别由ISO 25178-604定义。
共聚焦显微镜如何用于表面测量?
共聚焦显微镜通过一个针孔照亮表面,再通过第二个针孔收集反射光,因此只有来自精确焦平面的光才能到达探测器,而离焦的光则被滤除。系统通过沿焦点方向扫描并记录每个点最清晰的位置,逐点重建表面高度。这使得共聚焦成为一种适用于多种表面类型和中等斜度的多功能全能型方案,其垂直分辨率略低于 WLI,且会沿 Z 轴变化。该仪器类别在ISO 25178-607中有所描述。
焦点变化是如何工作的?
焦点变化采用景深较小的光学系统并结合垂直扫描。当光学元件逐层穿过焦点时,仪器分析每个点处图像清晰度(对比度)的变化;某点最清晰时所对应的高度即为其高程。由于它依赖的是表面纹理和反射率的变化而非干涉,焦点变化能够很好地处理陡峭侧壁(斜面可达约 80° 乃至更陡)以及粗糙或纹理表面,但不太适合非常光滑或镜面的表面。该仪器类别由ISO 25178-606定义。
什么是共聚焦色散(点式)传感器?它与共聚焦显微镜有何不同?
共聚焦色散传感器使用一种刻意引入轴向色差的镜头,使白光中每种波长聚焦在略有不同的距离处。只有在表面上聚焦的那种波长才能清晰地经针孔返回,由光谱仪读取该波长以确定高度。与捕捉面状区域的成像式共聚焦显微镜不同,色散探头是一种点式传感器,常用于快速的距离、厚度和凹陷特征测量。它单独标准化于ISO 25178-602。
这些光学轮廓测量方法是否有标准化规范?
是的。ISO 25178 系列(产品几何技术规范 GPS,表面结构:区域法)规定了区域表面结构的测量方法,以及各类仪器的设计和计量特性:相干扫描干涉见第 604 部分,共聚焦显微镜见第 607 部分,焦点变化见第 606 部分,共聚焦色散探头见第 602 部分。由于表面轮廓可以从区域形貌数据中提取,这些方法同样适用于轮廓测量;当使用相同的参数和设置时,不同仪器之间的结果便具有可比性。这些标准由ISO/TC 213维护。
表面计量快速入门
我们认真对待测量重要之处这一理念——并以最适合您实际情况的方式为您提供支持。即使您的需求只是暂时的,或者暂时还没有购置整套系统的预算,您也有多种选择:通过 PolyRent 租用一套系统,或让我们的专家借助 PolyMeasure 为您完成测量。如果您打算购买,我们建议先从可行性研究或租用入手——之后租用费用可从购买价格中抵扣。欢迎与我们的专家洽谈,我们将为您的计量任务推荐最合适的方案。