Überlegene Massenflussregelung mit Laser-Präzision
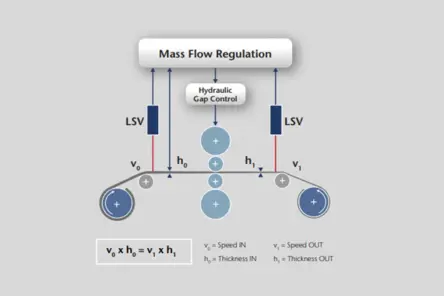
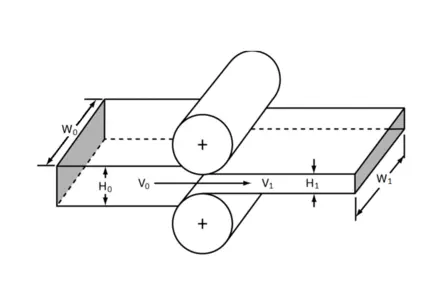
In der Metallindustrie ist die Regelung des Walzspalts entscheidend für die Massenflusssteuerung, um die Materialdicke des Endproduktes konstant zu halten. Wenn Dicke und Geschwindigkeit vor, sowie die Geschwindigkeit nach dem Walzgerüst bekannt sind, kann der Walzspalt bedarfsgenau eingestellt werden.
Optische Sensoren von Polytec messen berührungsfrei und mit höchster Präzision, ohne Schlupf und ohne Verschleiß. Sie bieten digitale wie analoge Ausgangssignale für die SPS an wie jeder klassische Encoder und sind einfach integrierbar. Wir zeigen live, was möglich ist!
Definition von Massenstrom & Massenfluss
Als Massenstrom, auch Massenfluss oder Massendurchsatz, bezeichnet man die Masse eines durch einen definierten Querschnitt hindurch bewegten Mediums pro Zeiteinheit. Massenstrom ist also die Rate einer bewegten Masse wie Rohmaterial in Walzwerken, meist gemessen in Einheiten kg/ s oder g/ min. Im Walzwerk ist für die Regelung nach dem Masseflussprinzip grundsätzlich immer eine Kombination aus Dickenmessung und Geschwindigkeitsmessung erforderlich. Automatic Gauge Control (AGC) für Massenfluss ist seit Jahren eine bewährte Methode zur Kontrolle der Banddicke in Tandem-Kaltwalzstraßen, weil das Verfahren eine hervorragende Kontrolle der Banddicke sowie eine schnellere und exaktere Kontrolle des Walzspaltes ermöglicht.

Unsere Experten fragen
Messung der Walzspaltbreite, des Skin-Pass-Grades und der Bandgeschwindigkeit beim Kaltwalzen mit Laserpräzision?
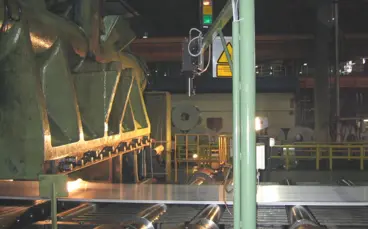
Massenstrom steuern via Messung von Banddicke und Walzspalt
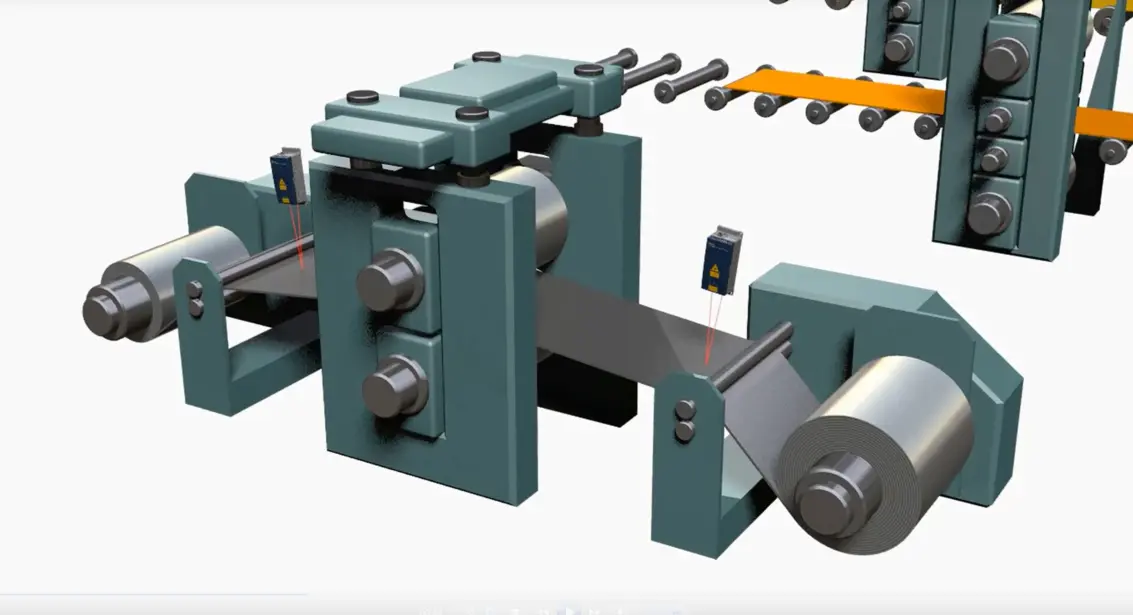
Die Messung der Banddicke erfolgt dabei mit sogenannten C-Bügeln, die der Geschwindigkeit vor und hinter dem Walzgerüst durch ein Laser Surface Velocimeter (LSV). Dank der kompakten Bauweise kann das LSV in den C-Bügel integriert werden und spart so zusätzliche Installationsmaßnahmen. Da die Geschwindigkeitsmessung hochgenau ist, können Sie mit dem LSV den Walzspalt präziser kontrollieren und damit die Dickenvorgabe des Endprodukts besser einhalten. Dadurch wird die Qualität erhöht und somit die Produktivität gesteigert.

Massenstrom steuern mit Laser Sensoren
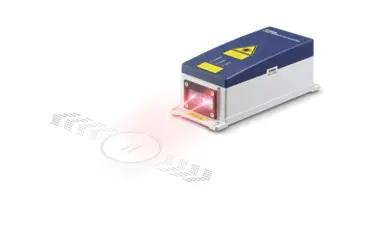
Als ideale Messtechnik-Lösung eignen sich LSV Laser Surface Velocimeter von Polytec für die Massenflussregelung weil sie auf nahezu jeder Oberfläche optisch messen und unempfindlich gegenüber verschmutzten Oberflächen sind. Durch das berührungslose Messverfahren steuern sie den Massenfluss laserpräzise und vermeiden dabei Schlupf und Verschleiß. Das zu messende Messgut bleit unbeschädigt.
Massenfluss über Dressiergrad und Reckgrad steuern
Der Dressiergrad beim Nachwalzen von Kaltband wird durch die Bandgeschwindigkeitsdifferenz am Einlauf und Auslauf des Walzgerüstes bestimmt, üblicherweise mechanisch über Tachogeneratoren. Optische Sensoren von Polytec stattdessen vermeiden hierbei durch Schlupf und Verschleiß bedingte Meßfehler. Dadurch wird der gemessene Dressiergrad zur verbindlichen Regelgröße für die Anstellung der Walzen in der Massenflussregelung verwendbar. Große Edelstahlhersteller weltweit optimieren ihre Massenflussteuerung mit optischen Sensoren der LSV Laser Surface Velocimeter von Polytec und erreichen eine reduzierte Messunsicherheit des Dressiergrades bis auf ± 0,02 %!
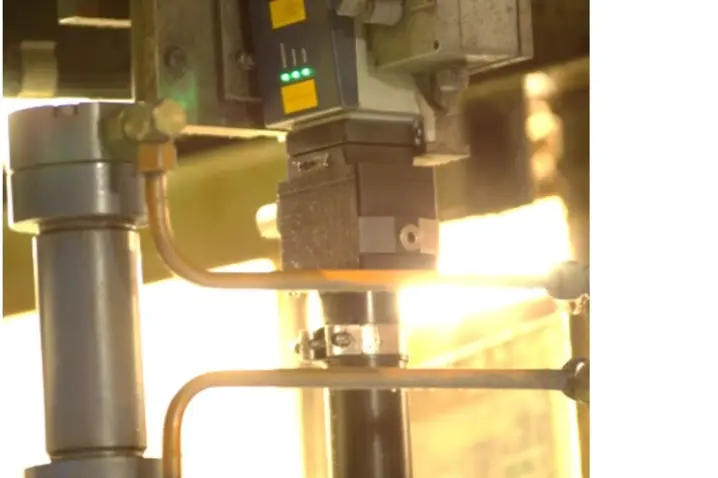
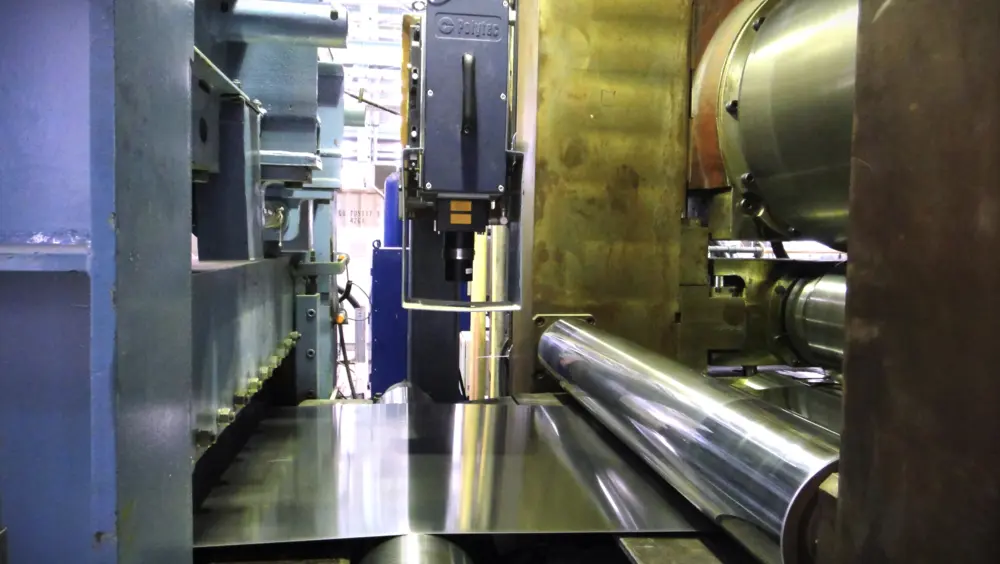
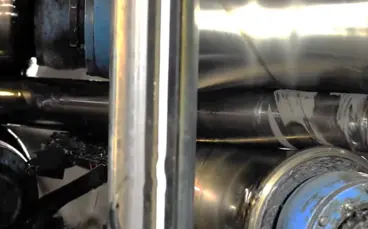
C-Messbügel im Walzwerk mit integrierter Geschwindigkeitsmessung
Die weiterverarbeitende Industrie stellt an die Maßhaltigkeit und Qualität der verwendeten Stahl- und Aluminiumprodukte hohe Anforderungen. Um Dickentoleranzen gewalzter Bändern eng zu halten, werden moderne Walzwerke nach dem Massenflussprinzip (en. mass flow principle) geregelt. Die optischen Sensoren LSV sind einfach zu integrieren und messen die Geschwindigkeitskomponente mit Laserpräzision.


Automatic Gauge Control (ACG) zur Steuerung des Massenflusses
Die Dehnung wird durch das Dressiergerüst erreicht. Im Gegensatz zu Tandemwalzwerken, die für die Hauptreduktion ausgelegt sind, sind Dressiergerüste darauf ausgelegt, die gewünschten Spezifikationen für Ebenheit, Oberflächengüte und Qualität sowie die endgültigen mechanischen Eigenschaften des Bandes zu erreichen. Die Dehnungskontrolle kann je nach Spezifikation zwischen 0,25 % und 4 % liegen und wird ebenfalls durch Messung und Vergleich der Eingangs- und Ausgangsgeschwindigkeit des Walzwerks gesteuert.
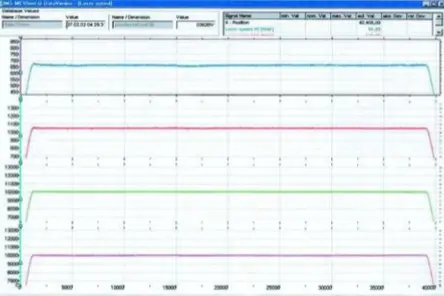
Der Vorteil des Einsatzes von LSV liegt in der verbesserten Messung der Bandgeschwindigkeit für die Berechnung des Massenstroms und der Dehnungsmessung. Die nebenstehende Messdatendiagramm zeigt einen Vergleich der von einem Polytec LSV gemessenen Geschwindigkeit mit der des Umlenkwalzengebers







Unsere Experten fragen
Unsere Experten unterstützen Ihre Projekte mit maßgeschneiderten Messlösungen – oder helfen Ihnen dabei, das zu messen, was wirklich zählt. Kontaktieren Sie uns noch heute!