
Überlegene Walzspalt-Regelung durch Laser-Präzision
In Walzwerken ist die Dicke des fertigen Coils ein wesentlicher Qualitätsparameter – und die Walzspaltbreite spielt eine entscheidende Rolle bei der Einhaltung der vorgegebenen Dickentoleranz über die gesamte Coil-Länge. Berührungslose, optische Sensoren zur präzisen Messung der Materialgeschwindigkeit sowohl am Eingang als auch am Ausgang des Walzgerüsts sind prädestiniert als Messtellen zur Feinjustierung des Walzspalts und zu einer dynamischen Prozessoptimierung in Echtzeit.
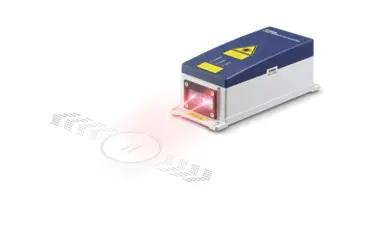
Laser-Doppler-basierte Sensoren wie das ProSpeed® LSV (Laser Surface Velocimeter) von Polytec tragen zur Verbesserung der Dickenkontrolle und der Produktqualität bei, indem sie eine verbesserte Spaltkontrolle ermöglichen, insbesondere während der Beschleunigungs- und Verzögerungsphasen.
Kontaktieren Sie unsere PolyXperts
Kontaktieren Sie unsere PolyXperts
Unsere Experten unterstützen Ihre Projekte mit maßgeschneiderten Messlösungen – oder helfen Ihnen dabei, das zu messen, was wirklich zählt. Kontaktieren Sie uns noch heute!
Definition von Walzspalt & Regelung im Walzwerk
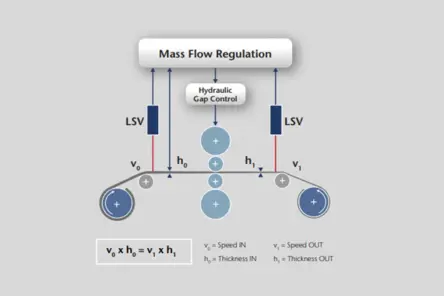
Der Walzspalt bezeichnet den Raum zwischen den Walzen in einem Walzgerüst, in dem die Umformung des Walzguts gemäß der anliegenden Walzkraft stattfindet. Die Einstellung dieses Spalts ist entscheidend für die Walzkraft und letztlich die Bestimmung der Walzdicke des Walzguts (zB Stahlblech, Aluminiumbahn, gewalzte Rohre oder Knüppel) oder Aluminums etc. Die Regelung der Höhe des Walzspalts, oft unterstützt durch präzise Messungen mittels Lasertechnologie, ermöglicht eine direkte Kontrolle über die Materialdicke und -geschwindigkeit.
Eine effektive Walzspaltregelung erfordert eine Kombination aus präzisen Dicken- und Geschwindigkeitsmessungen am Eingang und Ausgang des Walzgerüsts. Die automatische Walzspaltregelung (AGC Automatic Gauge Control) ist eine bewährte Technik zur präzisen Regelung des Walzspalts in Tandemwalzwerken, Reversierwalzwerken und anderen Walzwerkstypen. Diese Technik hat eine bessere Dickensteuerung über die gesamte Länge des Coils, eine höhere Qualitätswiederholbarkeit von Coil zu Coil und eine verbesserte Prozesseffizienz ermöglicht.
Walzspalt steuern via Banddicke und Walzspalt
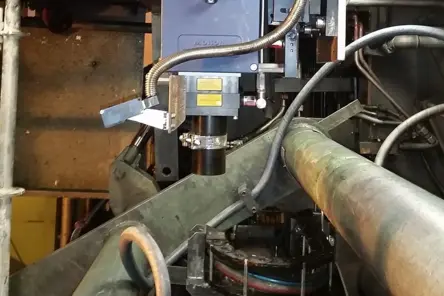
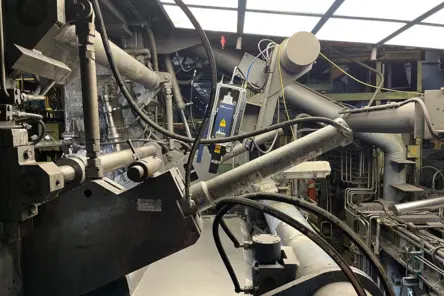
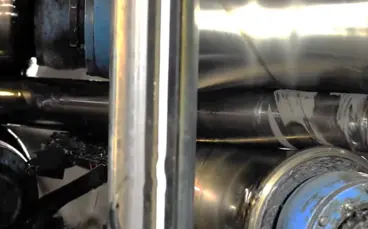
Die Messung der Banddicke erfolgt dabei mit sogenannten C-Bügeln, die der Geschwindigkeit vor und hinter dem Walzgerüst durch ein Laser Surface Velocimeter (LSV). Dank der kompakten Bauweise kann das LSV in den C-Bügel integriert werden und spart so zusätzliche Installationsmaßnahmen. Da die Geschwindigkeitsmessung hochgenau ist, kann man mit dieser Kombination aus Banddickenmessung und LSV die erforderliche Walzkraft genauer prognostizieren und damit die Dickenvorgabe des Endprodukts besser einhalten. Dadurch wird die Qualität erhöht und somit die Produktivität gesteigert.

Optische Encoder in Walzwerk und Stahlwerk
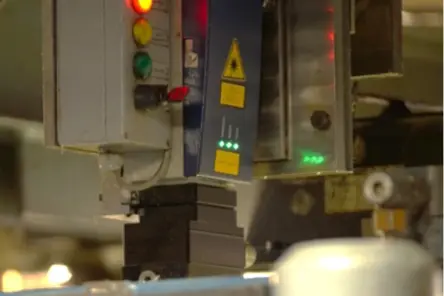
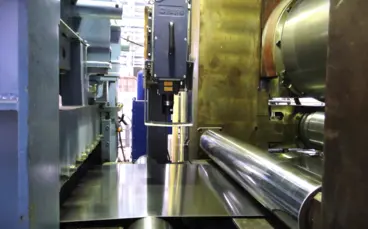
Die Walzspalt-Regelung profitiert signifikant von der Verwendung von Polytec‘s LSV Laser Surface Velocimetern. LSV messen die Bandgeschwindigkeit hochgenau und zuverlässig auf vielen Oberflächen von glänzend bis matt nach dem Messprinzip der Laser-Doppler-Velocimetrie. Selbst auf verschmutzten oder beölten Oberflächen liefert das LSV ein stabiles Messsignal für die Prozesssteuerung. Im Unterschied zu alternative Messverfahren erfährt das LSV dabei weder Schlupf noch Verschleiß, wodurch eine genau Anpassung des Walzspalts ohne Beeinträchtigung durch das Material ermöglicht wird.
Walzspalt über Dressiergrad und Reckgrad steuern
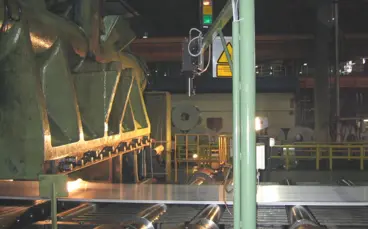
Die Regelung des Walzspalts beim Nachwalzen von Kaltband wird entscheidend durch die präzise Messung und Steuerung der Bandgeschwindigkeit am Einlauf und Auslauf des Walzgerüstes beeinflusst. Hierfür werden traditionell mechanische Tachogeneratoren eingesetzt. Die optischen Encoder, wie die ProSpeed® LSV Sensoren von Polytec, ermöglichen eine deutlich genauere Erfassung der Geschwindigkeiten, indem sie die durch Schlupf und Verschleiß entstehenden Messfehler vermeiden, was gerade beim Anfahren der Anlage in Beschleunigung oder Verzögerung auftritt.
Diese präzisen Messungen werden somit zur Grundlage für die feinabgestimmte Regelung des Walzspaltes, was eine essenzielle Rolle in der Massenflusssteuerung spielt. Durch den Einsatz dieser optischen Messmethode konnten große Edelstahlhersteller weltweit die Genauigkeit ihrer Walzspaltregelung erheblich verbessern und die Messunsicherheit des Dressiergrades bis auf ± 0,02 % reduzieren!

Automatic Gauge Control (AGC) for mass flow control
Die Dehnung wird durch das Dressierwalzwerk erreicht. Im Gegensatz zu Tandemwalzwerken, die für die Hauptreduktion ausgelegt sind, sind Dressiergerüste darauf ausgelegt, die gewünschten Spezifikationen für Ebenheit, Oberflächengüte und Qualität sowie die endgültigen mechanischen Eigenschaften des Bandes zu erreichen. Die Dehnungskontrolle kann je nach Spezifikation zwischen 0,25 % und 4 % liegen und wird ebenfalls durch Messung und Vergleich der Eingangs- und Ausgangsgeschwindigkeit des Walzwerks gesteuert.
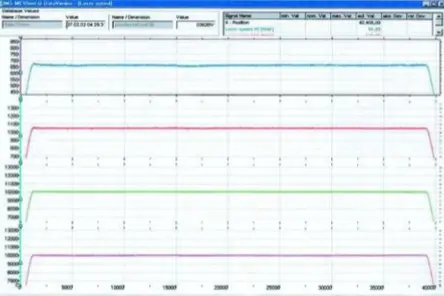
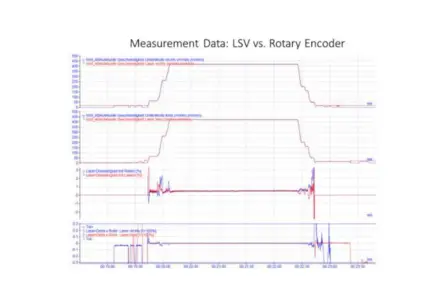
Der Vorteil des Einsatzes von LSV liegt in der verbesserten Messung der Bandgeschwindigkeit für die Berechnung des Massenstroms und der Dehnungsmessung. Das Diagramm zeigt einen Vergleich der von einem Polytec LSV gemessenen Geschwindigkeitsmessdaten mit der des Umlenkrollengebers.







Unsere Experten fragen
Unsere Experten unterstützen Ihre Projekte mit maßgeschneiderten Messlösungen – oder helfen Ihnen dabei, das zu messen, was wirklich zählt. Kontaktieren Sie uns noch heute!