La Tribología garantiza el rendimiento y la seguridad
: la Tecnología de medición de superficies lo demuestra
En lo que respecta a la tribología —es decir, la ciencia de la fricción, la lubricación y el desgaste—, las propiedades de la superficie desempeñan un papel muy importante. Estos parámetros pueden controlarse según se desee simplemente modificando la superficie. Las condiciones óptimas para la fricción, el rendimiento de la lubricación y la resistencia al desgaste y a la abrasión dependen en gran medida de unas superficies bien acabadas.
Por ello, los ingenieros prueban y especifican las superficies críticas para garantizar el rendimiento y la funcionalidad previstos. Sin embargo, para ello se necesitan los instrumentos de medición adecuados, ya que solo los métodos de medición de superficies de gran precisión permiten desarrollar componentes adecuados. A medida que los perfilómetros de superficies ópticos 3D se están convirtiendo en el estándar, se utilizan parámetros de superficies para especificar y comprobar las superficies definidas.

Medición del desgaste y la abrasión
El desgaste afecta a la vida útil, la eficiencia, la seguridad y el aspecto del producto. La resistencia a la abrasión se evalúa durante la fase de I+D para comparar materiales y recubrimientos, durante la fase de homologación para verificar la vida útil garantizada o los objetivos normativos, y durante el servicio para detectar desviaciones que alteren la fricción o aceleren el fallo. La cuantificación del volumen de desgaste y la geometría de las marcas proporciona pruebas objetivas para optimizar los recubrimientos y confirmar la durabilidad.
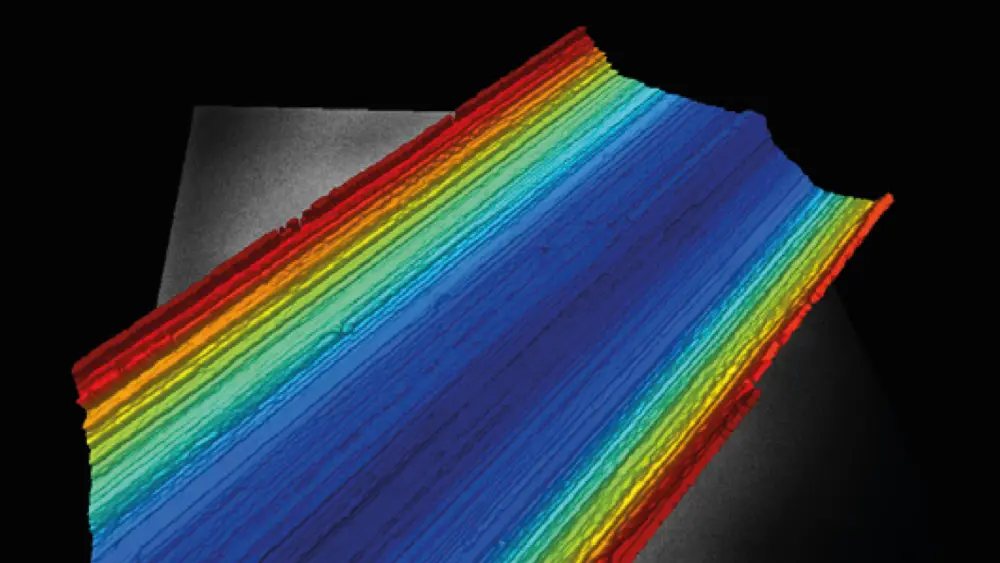
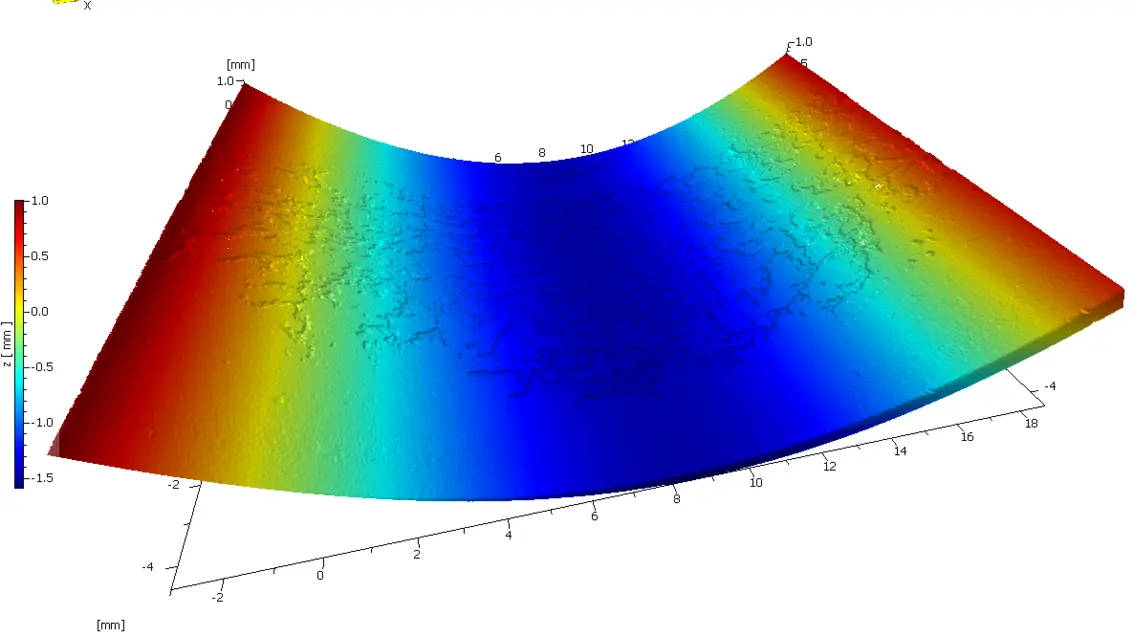
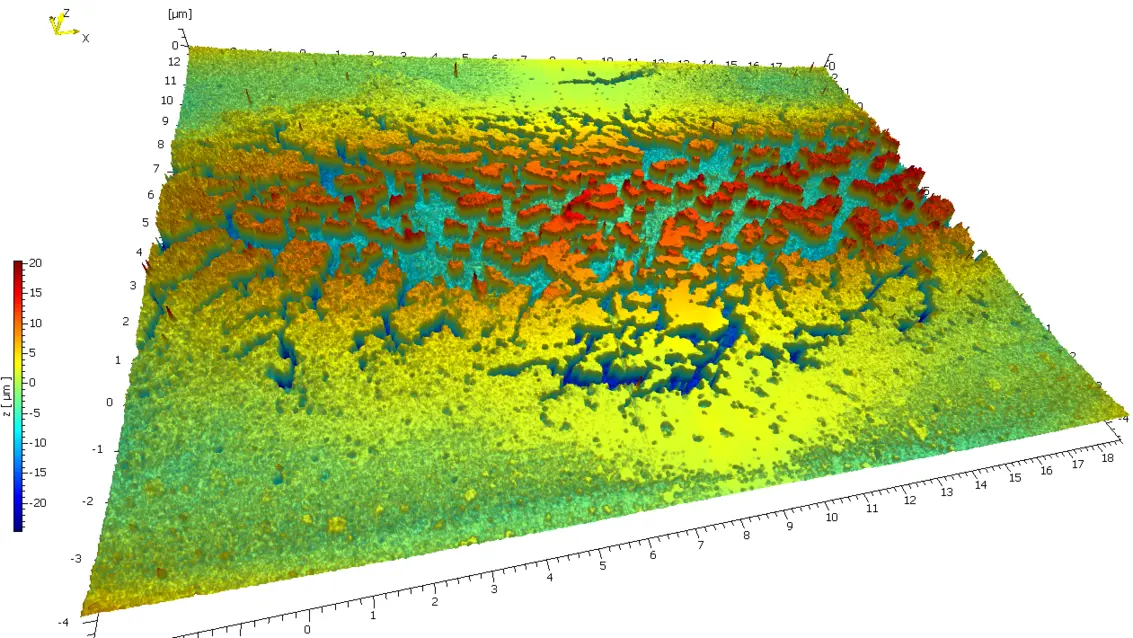
Utilice la metrología 3D basada en área para capturar la huella completa del desgaste y, a continuación, calcule el volumen, la profundidad, el área y la morfología. Los parámetros «V» de ISO 25178 (por ejemplo, Vv, Vm, Vvc, Vmc) están diseñados para la caracterización basada en el volumen a partir de la curva de relación de materiales y se utilizan ampliamente en Tribología. La topografía de gran superficie permite ver la marca completa; a continuación, elimine la forma para aislar el desgaste real y visualizar la degradación del recubrimiento (especialmente en piezas curvas como los rodamientos).
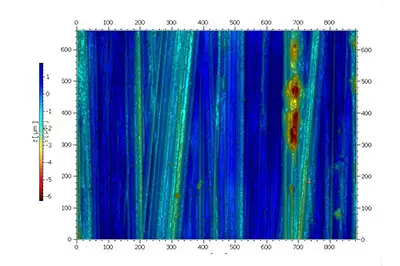
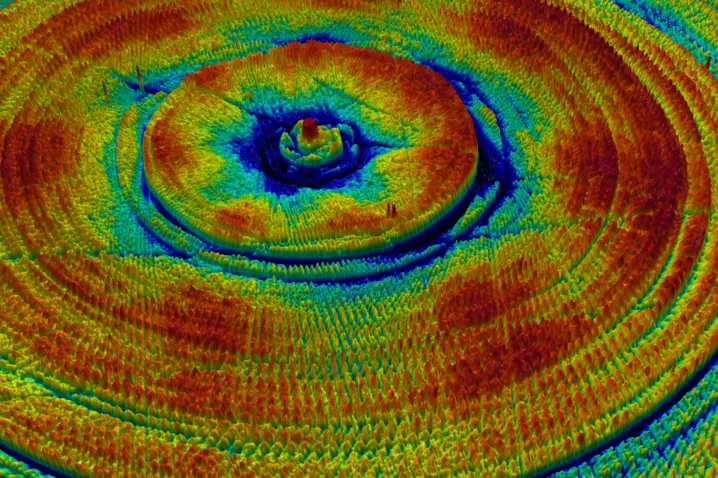
De lo macro a lo micro: escanee un amplio campo de visión (FOV) para revelar patrones (rayas, vibraciones) y, a continuación, amplíe la imagen para detectar microdaños; combine ambos pasos en un único flujo de trabajo.
¿Cuál es la diferencia entre el desgaste y la tribología?
El desgaste es la pérdida de material o el daño superficial que se produce durante el contacto; la Tribología es la disciplina más amplia que estudia los mecanismos que subyacen a ese desgaste (así como a la fricción y la lubricación) con el fin de predecirlo y controlarlo.
¿Cómo se cuantifica el desgaste?
Normalmente, mediante mediciones de área tridimensionales de la marca de desgaste (pérdida de volumen, profundidad máxima, área afectada) y mediante parámetros derivados, como las métricas S y V de « ISO 25178 ». Por eso, los perfilómetros ópticos son un sistema perfecto para el control de calidad.
¿Cómo se aplica un desgaste «estándar»?
Especialmente para realizar ensayos en I+D, seleccionar materiales o comprobar los procesos de producción, es necesario aplicar un «desgaste» estándar para obtener resultados comparables. Los ensayos habituales en banco de pruebas generan un contacto controlado para aplicar las «marcas» de la siguiente manera:
- Pino sobre disco (ASTM G99): desgaste por deslizamiento bajo una carga y velocidad determinadas; los resultados suelen incluir la tasa de desgaste y el coeficiente de fricción.
- Arena seca / rueda de goma (ASTM G65): clasificación de la abrasión según la pérdida de volumen (mm³) en condiciones normalizadas.
- Abrasión Taber (ASTM D4060): resistencia a la abrasión de recubrimientos orgánicos sobre paneles rígidos.
Cómo comprobar las propiedades lubricantes de las superficies
Los ingenieros especifican parámetros de superficies para controlar el rendimiento de la lubricación. La estructura superficial influye en cómo se forman las películas de aceite, cuánto tiempo se mantienen y con qué eficacia se minimizan la fricción y el desgaste. Estas especificaciones garantizan que las piezas funcionen en la zona deseada de la curva de ibeck Str, evitando el exceso de calor, el desgaste prematuro o los fallos.
Las piezas se miden con perfilómetros de superficies para confirmar que la textura se ajusta a la intención del diseño y cumple las especificaciones de diseño. La inspección verifica que los valles, las mesetas y la direccionalidad de la textura proporcionen el equilibrio adecuado entre retención de lubricante, soporte de carga y flujo controlado.
Comprueba que la estructura superficial sea compatible con el régimen de lubricación previsto. Utiliza, por ejemplo, ISO 25178 métricas de superficie derivadas de la curva de relación de materiales para cuantificar la retención de aceite y la capacidad de soporte de carga:
- Vvv/Vvc* (volúmenes de valle/hueco) para la capacidad de lubricación
- Vmp/Vmc (volúmenes de pico/material del núcleo) para la integridad de la meseta;
- Sk* familia (Spk/Svk/Sk con Smr1/Smr2) para la eliminación de picos y los depósitos en los valles.
La direccionalidad (Str/Sal) proporciona información sobre el comportamiento del flujo y del cizallamiento en superficies texturizadas.
Análisis de la fricción con perfilómetros de superficies
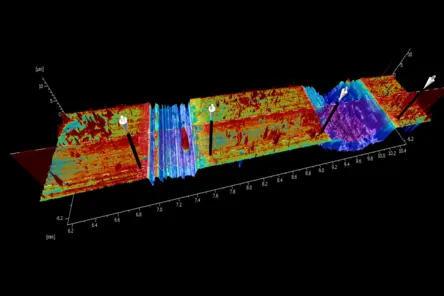
Las tendencias del coeficiente de fricción (COF) revelan cambios de régimen y fallos inminentes: un COF estable indica una separación adecuada; un COF en aumento o con fluctuaciones sugiere contacto entre superficies, generación de calor y desgaste acelerado. La posición en la curva de Str-ibeck depende de la viscosidad, la velocidad, la carga y la Rugosidad, por lo que el COF debe interpretarse teniendo en cuenta las condiciones de ensayo. Presencia y morfología de los defectos: cuantificar la altura/profundidad, el área y el volumen para relacionar los síntomas con las causas fundamentales.
Registrar el coeficiente de fricción (COF) en función del tiempo o los ciclos durante los ensayos estándar (por ejemplo, «pin-on-disk» o de movimiento recíproco). Correlacionar las características del COF (picos, deriva) con las métricas de las marcas en 3D —pérdida de volumen, profundidad máxima, área afectada— y con los parámetros relacionados con la lubricación (por ejemplo, Vvv, Ssk/Sku para la propensión a picos y valles).
La validación del COF consiste básicamente en un análisis estándar de perfilado de superficies. Deben comprobarse y documentarse los parámetros de superficies especificados por ingeniería. Una tarea habitual para nuestros perfilómetros, incluso con superficies altamente reflectantes.
Perfilómetro de superficies adecuado para tareas de medición de tribología

Medidor de rugosidad
El medidor de rugosidad es nuestro sistema de iniciación Micro.View y la forma más rentable de iniciarse en la medición de la rugosidad de superficie en 3D. Pasa de los parámetros R a los S.
Micro.View
Micro.View® es un perfilómetro óptico fácil de usar, con un diseño compacto de sobremesa. Elija Micro.View® como herramienta de inspección rentable para examinar superficies de precisión hasta el rango subnanométrico, así como para analizar la rugosidad de superficie, las microestructuras y otros detalles superficiales.
Micro.View+
Perfilómetro de superficies avanzado basado en microscopio, con automatización e imágenes en color. El « Micro.View+ » permite realizar análisis repetibles de rugosidad de superficie y estructura superficial, independientes del operador, y está preparado para su uso tanto en laboratorio como en producción.
Elige con confianza el perfilómetro de superficies adecuado: aprovecha las ventajas de nuestro enfoque «Try before buy ».

¿Por qué el perfilómetro de superficies de WLI y por qué Polytec?
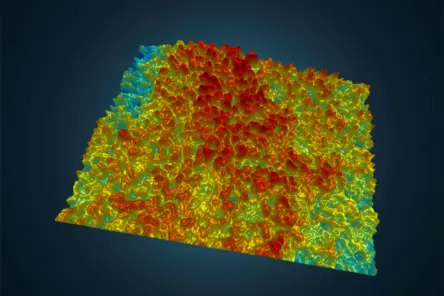
La interferometría de luz blanca (WLI/CSI) proporciona una topografía 3D de área trazable con un ruido vertical inferior al nanómetro en campos de visión prácticos, lo que resulta ideal para cuantificar marcas de desgaste, rodaje y texturas que retienen lubricante. Las decisiones de tribología dependen de parámetros de área (ISO 25178, métricas S y V) y de cálculos de volumen tras la eliminación adecuada de la forma; para ello se requieren datos de superficie 3D reales, en lugar de perfiles individuales.
WLI captura la marca o textura completa y, a continuación, permite ampliar las microcaracterísticas en el mismo flujo de trabajo, lo que permite un cálculo coherente del volumen de desgaste, las distribuciones de profundidad y las capacidades de los valles. Su sólido rendimiento en superficies que van desde las reflectantes hasta las ultramates, junto con ciclos de medición cortos, respalda aún más la calificación y el control estadístico de procesos (SPC) en piezas de producción.
¿Qué son los parámetros «S»?
ISO 25178 Los parámetros S son descriptores de estructura superficial (3D) como Sa, Sq, Ssk, Sku, así como términos espaciales y direccionales como Str y Sal. Cuantifican las estadísticas de altura y la distribución de la textura en una superficie, no solo en una línea de perfil.
¿Qué son los parámetros «V» y cuándo se utilizan?
Los parámetros V describen los volúmenes de material y de huecos derivados de la curva de Abbott-Firestone (relación de materiales): Vmp, Vmc, Vvc y Vvv. Resultan especialmente útiles en lo que respecta al Desgaste y la lubricación, ya que cuantifican el volumen máximo de material (rodaje), el soporte del núcleo y el volumen mínimo (retención de aceite).
¿Por qué utilizar parámetros 3D basados en área en lugar de solo parámetros de perfil (2D)?
Las métricas de área recogen toda la huella de contacto y la anisotropía de la textura, lo que mejora la correlación con el comportamiento funcional (fricción, Desgaste, lubricación) en comparación con los perfiles individuales. El artículo « ISO 25178 » define estos parámetros 3D basados en área de forma explícita.
¿Por qué los clientes optan por los analizadores de « Polytec » para la Tribología?
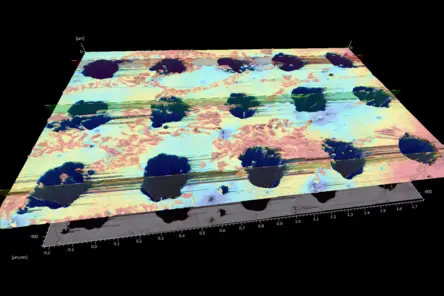
Especialmente en las evaluaciones de tribología, nos encontramos con muestras complejas que contienen materiales altamente reflectantes. Esta es una de las principales razones por las que los clientes optan por los sistemas CSI/WLI de Polytec( TopMap ), ya que obtienen mediciones fiables en todo tipo de superficies, desde metales con brillo de espejo hasta superficies muy oscuras y ultramates.
- Resolución Z estable subnanométrica: bajo nivel de ruido independientemente del aumento, con calibración trazable y precisión de repetición adecuada para GR&R.
- Cobertura macro↔micro: amplio campo de visión (FOV) para mapas de uniformidad y cribado rápido, con posibilidad de zoom para detectar microdefectos; mapas ensamblados, Sistema óptico telecéntrico y herramientas para gestionar pendientes pronunciadas y piezas curvas.
- Análisis de defectos y superficies: detección, dimensionamiento y clasificación automatizados; parámetros «S» de área ISO 25178 es y métricas de volumen «V» para una evaluación objetiva de «aprobado/rechazado».
- Rendimiento e integración: recetas programadas para múltiples ubicaciones, enfoque automático, control mediante códigos de barras o recetas, reglas de «OK»/«NOK» y fácil exportación a SPC/QMS/PLC/MES.
- Robustez en planta: Compensación ambiental y de vibraciones, y tiempos de ciclo cortos para uso en línea o cerca de la línea de producción.
- Facilidad de uso a gran escala: flujos de trabajo guiados, plantillas y registros de auditoría para que los resultados sean consistentes entre operadores y turnos.
Comenta tus necesidades con nuestros expertos
Empecemos con una breve charla sobre sus piezas, tolerancias y flujo de trabajo; y, si resulta útil, podemos añadir un estudio de viabilidad, un servicio de mediciones por encargo ( PolyMeasure ) o una prueba de PolyRent como siguientes pasos opcionales.
