Mantener el grosor de capa dentro de las especificaciones
Mantener un grosor uniforme de la capa a lo largo de todo el proceso es fundamental para la calidad y el rendimiento. Los recubrimientos solo alcanzan los objetivos de diseño cuando: (1) el sustrato se prepara según las especificaciones, (2) la superficie del recubrimiento está libre de defectos y (3) el grosor se mantiene dentro de los límites de tolerancia.
Los problemas iniciales suelen tener su origen en la fabricación y preparación del sustrato —inestabilidad de la máquina, errores en la trayectoria de la herramienta o deformaciones debidas a tensiones—, lo que deja marcas que afectan al comportamiento del recubrimiento. Tras el mecanizado, puede ser necesario realizar un superacabado y una limpieza para eliminar los defectos residuales y la contaminación.
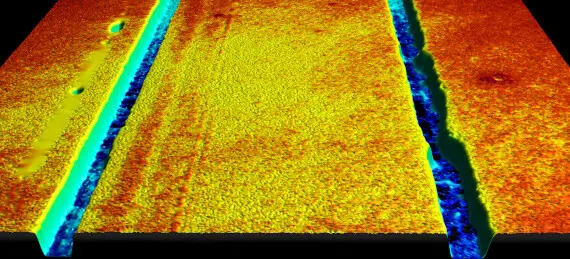
La tecnología de medición de superficies óptica 3D pone de manifiesto las desviaciones geométricas funcionales y permite la detección temprana y automatizada de los cambios en la calidad de la superficie.
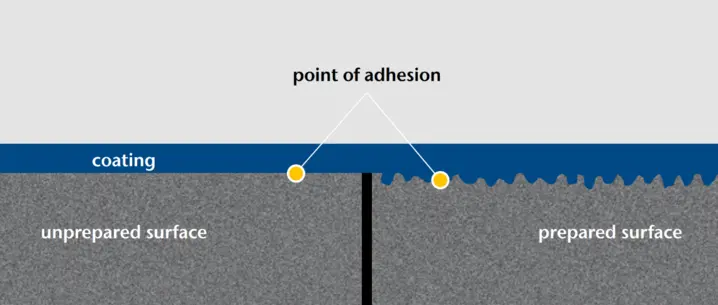
Recubrimiento: comprobar que el sustrato esté listo
Antes de recubrir una superficie, puede ser necesario realizar una preparación adaptada a la función prevista. Un cambio en la estructura superficial indica una desviación en el proceso: ajusta los parámetros de mecanizado o sustituye las herramientas según sea necesario. Ten en cuenta que la estructura del sustrato suele traspasar el recubrimiento, lo que afecta tanto al aspecto final como a la topografía funcional.
Qué hay que verificar (parámetros de área y e ISO 25178)
Seleccione los parámetros relevantes para la adherencia, la Tribología y el aspecto óptico:
- Altura/rugosidad: Sa, Sq; forma: Ssk (asimetría), Sku (curtosis)
- Textura y disposición: Str (Relación de aspecto de textura), Sal / Longitud de autocorrelación
- Para piezas en las que el aspecto es fundamental, hay que tener en cuenta tanto las especificaciones de superficie (3D «S») como las de cualquier perfil heredado («R»)
. Sugerencia: La caracterización de la superficie se está convirtiendo cada vez más en un estándar para superficies complejas.
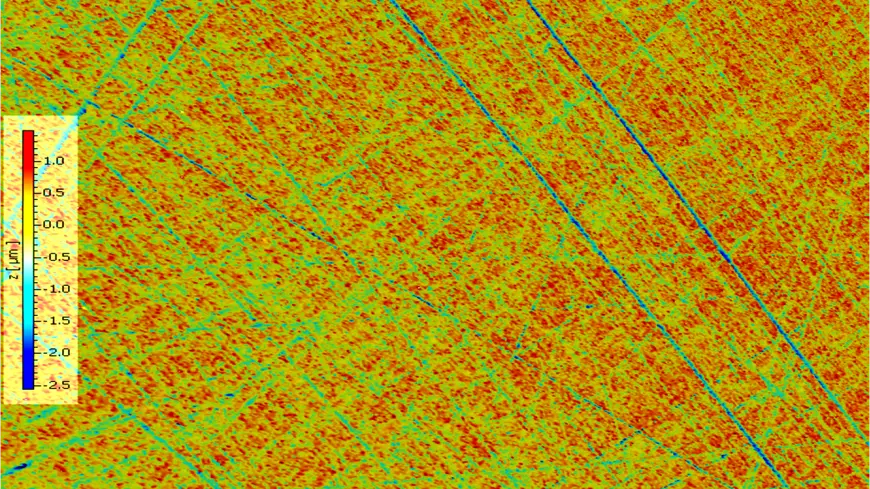
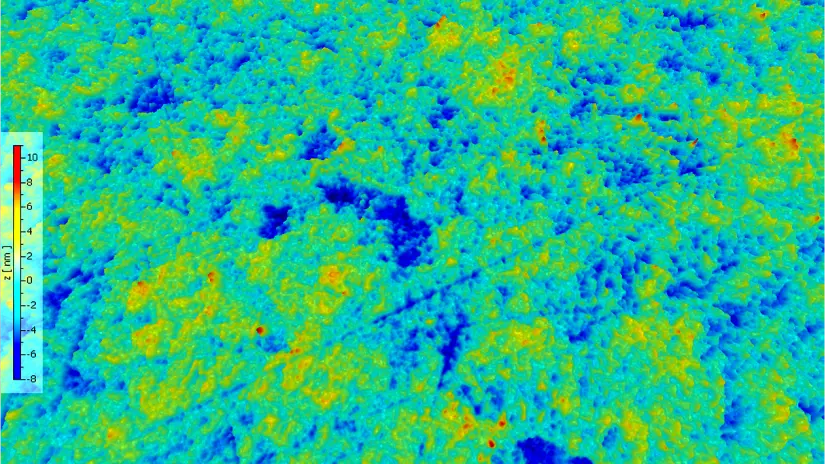
A continuación se muestran dos ejemplos de superficies pulidas y lapeadas en las que se evalúan la rugosidad de superficie Sa y Sq.
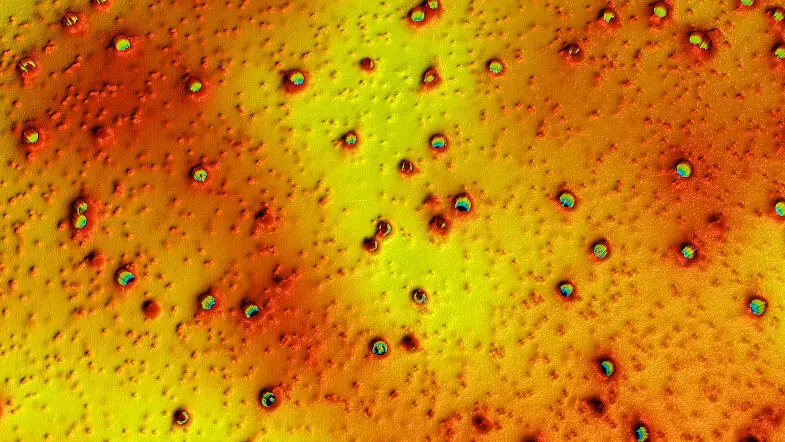
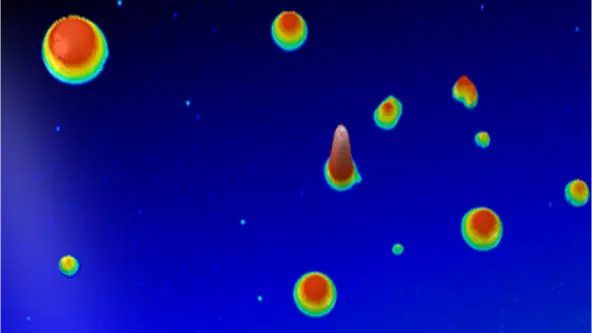
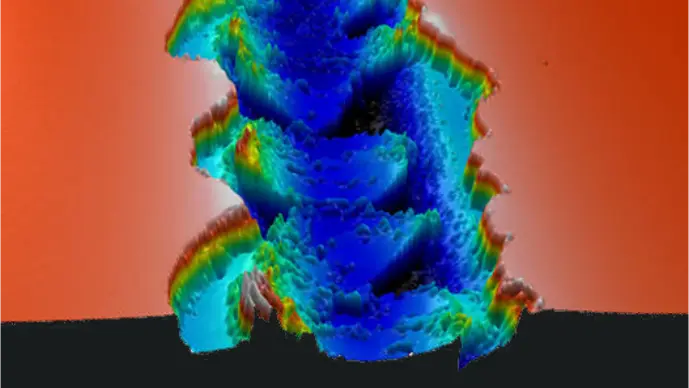
Tras el recubrimiento: detección y clasificación de defectos superficiales
Tras la aplicación, asegúrese de que la superficie recubierta no presente huecos, rayas, gotas, manchas, hoyuelos, irregularidades, arañazos, Piel de naranja ni otras imperfecciones. RaLas comprobaciones cuantitativas y periódicas de defectos protegen el rendimiento y permiten una rápida corrección del proceso para minimizar los desechos.
- Presencia y morfología de los defectos: cuantifica la altura/profundidad, el área y el volumen para relacionar los síntomas con las causas fundamentales
- Parámetros de «V» de área (ISO 25178): utilice métricas de volumen de huecos y material para caracterizar hoyos, picos y regiones de meseta con el fin de establecer umbrales sólidos de «OK»/«NOK».
- Textura crítica para el aspecto: verifica que el efecto de «impresión traslucida» o la «Piel de naranja» se mantengan dentro de los límites; cataloga las características típicas por línea para agilizar la Resolución de errores.
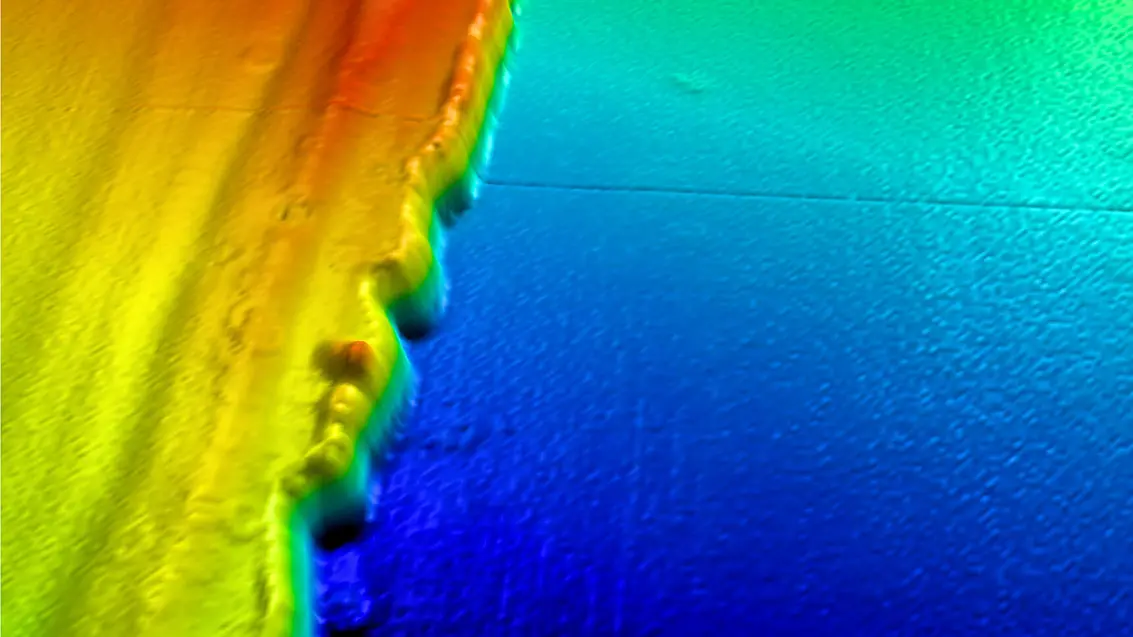
Validación del grosor de capa
Controla el espesor en puntos y características representativos. Utiliza mediciones en bordes escalonados siempre que haya un borde enmascarado o una ruptura de borde para obtener el espesor físico directo, especialmente en el caso de películas opacas. Para recubrimientos transparentes o semitransparentes, mide a través de la película mediante interferometría y convierte el grosor óptico utilizando el índice de refracción correcto.
Reserva el ensayo de rayado principalmente para el control de calidad de la adherencia o la carga crítica; el perfilado del rayado también puede proporcionar un escalón local para el espesor, pero no es el método de uso general. Analiza varias posiciones para evaluar la uniformidad y ajusta la deposición o la preparación si se produce una desviación.
Aquí puede encontrar más información sobre la medición de la altura de escaló.
¿Qué características debe tener un perfilómetro de superficies para la inspección de recubrimientos y espesores?
La razón principal por la que los equipos se pasan a los sistemas CSI/WLI de TopMap es la flexibilidad: mediciones fiables en todo tipo de superficies, desde metales con brillo de espejo hasta superficies muy oscuras y ultramates, exactamente la combinación que se encuentra en las líneas de recubrimiento. Un perfilómetro adecuado para recubrimientos debe ofrecer:
- Amplia compatibilidad con materiales: óptica y algoritmos de alto rango dinámico que mantienen el contraste de franjas en superficies reflectantes ↔ mates sin necesidad de pulverizaciones ni cambios de fijación.
- Resolución Z estable subnanométrica: bajo nivel de ruido independiente del aumento, con calibración trazable y precisión de repetición adecuada para GR&R.
- Modos de espesor para todas las películas: flujos de trabajo con bordes escalonados para recubrimientos opacos, además de espesor a través de la película para capas transparentes o semitransparentes con gestión del índice de refracción (incluidas las multicapa).
- Cobertura macro↔micro: amplio campo de visión (FOV) para mapas de uniformidad y cribado rápido, seguido de zoom para microdefectos; mapas ensamblados, Sistema óptico telecéntrico y herramientas para gestionar pendientes pronunciadas y piezas curvas.
- Análisis de defectos y superficies: detección, dimensionamiento y clasificación automatizados; parámetros «S» de área ISO 25178 es y métricas de volumen «V» para una evaluación objetiva de «aprobado/rechazado».
- Rendimiento e integración: recetas programadas para múltiples emplazamientos, enfoque automático, control mediante códigos de barras o recetas, reglas de «OK»/«NOK» y fácil exportación a SPC/QMS/PLC/MES.
- Robustez en planta: Compensación ambiental y de vibraciones, y tiempos de ciclo cortos para uso en línea o cerca de la línea de producción.
- Facilidad de uso a gran escala: flujos de trabajo guiados, plantillas y registros de auditoría para que los resultados sean consistentes entre operadores y turnos.
Nuestros perfilómetros ópticos para recubrimientos y espesores

Medidor de rugosidad
El medidor de rugosidad es nuestro sistema de iniciación Micro.View y la forma más rentable de iniciarse en la medición de la rugosidad de superficie en 3D. Pasa de los parámetros R a los S.
Micro.View
Micro.View® es un perfilómetro óptico fácil de usar, con un diseño compacto de sobremesa. Elija Micro.View® como herramienta de inspección rentable para examinar superficies de precisión hasta el rango subnanométrico, así como para analizar la rugosidad de superficie, las microestructuras y otros detalles superficiales.
Micro.View+
Perfilómetro de superficies avanzado basado en microscopio, con automatización e imágenes en color. El « Micro.View+ » permite realizar análisis repetibles de rugosidad de superficie y estructura superficial, independientes del operador, y está preparado para su uso tanto en laboratorio como en producción.
Elige con confianza el perfilómetro de superficies adecuado: aprovecha las ventajas de nuestro enfoque «Try before buy ».

Comenta tus necesidades con nuestros expertos
Empecemos con una breve charla sobre sus piezas, tolerancias y flujo de trabajo; y, si resulta útil, podemos añadir un estudio de viabilidad, un servicio de mediciones por encargo ( PolyMeasure ) o una prueba de PolyRent como siguientes pasos opcionales.
