表面纹理在工业质量控制中的重要性
表面纹理反映工件表面的拓扑特征,包括粗糙度、波纹度和纹理走向等特性。这些参数会直接影响零部件的性能、外观、耐磨性、耐腐蚀性和疲劳寿命,决定其能否正常发挥功能。因此,表面纹理在工业机械、医疗设备、消费品等各类产品的生产中,都发挥着重要作用,在制造业、汽车、航空航天和电子等行业,更是不可或缺。
表面纹理的定义和 ISO 标准
表面纹理通过各类参数和标准进行定义与表征,国际标准化组织(ISO)制定的标准在其中发挥关键作用。下面介绍一些与表面纹理定义和测量紧密相关的 ISO 标准:
ISO 4287
该标准明确了表面纹理相关术语、定义和参数,为理解表面纹理专业词汇,掌握接触式测量方法,提供全方位指引
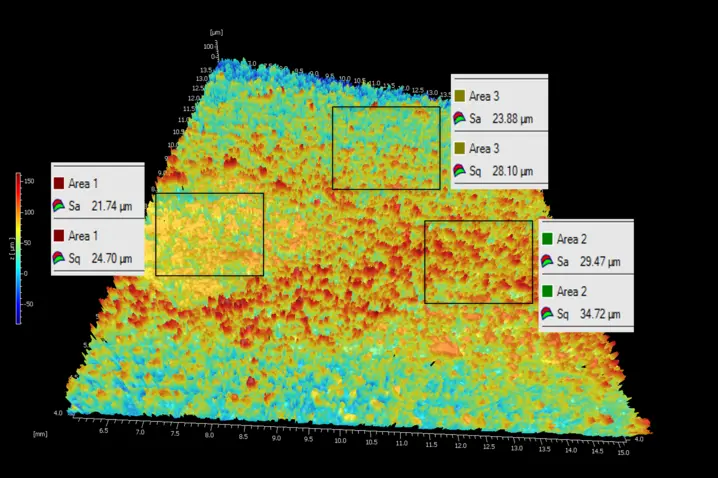
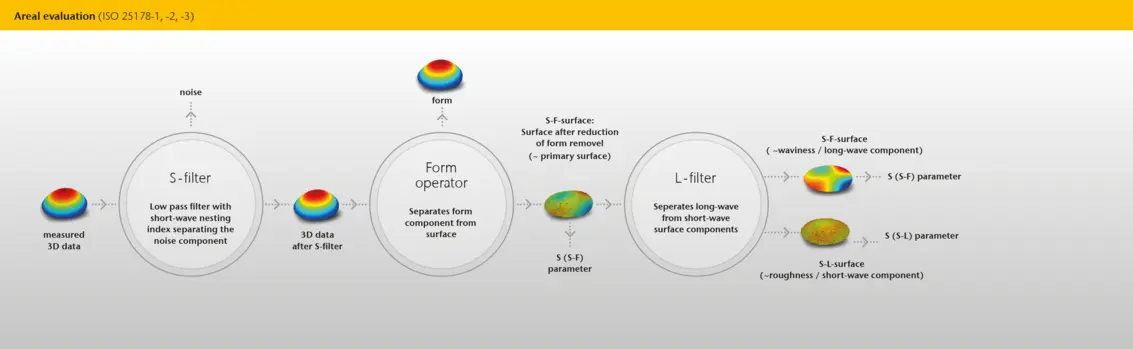
ISO 25178
该标准围绕面扫描(三维)测量技术在表面纹理检测中的应用展开,涵盖接触式轮廓仪、色差共焦测量仪等设备。它引入 Sa(算术平均高度)、Sq(均方根高度)等参数,对三维表面纹理进行量化描述
新版 ISO 21920
该系列标准共三部分,取代了部分使用多年的旧标准,整合了相关信息,让内容更清晰。同时,它还在表面光洁度检测领域,实现了与美国机械工程师协会(ASME)标准、ISO 25178 标准的协调统一

下载 ISO 21920 独家指南
登录后,即可阅读独家深度论文。论文围绕 ISO 21920 展开,介绍技术图纸新规(替代 ISO 1302 ),解析 ISO 21920 相比 Ra 标准的优势(替代 ISO 4287、ISO 13565-2/-3 ),并讲解获取有效测量结果的方法(替代 ISO 4288)。

利用非接触式光学和触测轮廓法确定(三维)测量纹理特征
测量表面纹理主要有两种途径:
- 光学非接触式测量:借助光学原理,无需直接接触待测表面,便可获取纹理数据
- 触测式线扫描测量:通过探头与被测表面直接接触,按线条轨迹扫描采集纹理信息
无论选择哪种测量方式,ISO 标准都搭建了统一的规范体系,用以分析和界定表面纹理特征。
触测式表面纹理测量
触测式表面轮廓仪借助触针或探头,与被测材料表面直接接触。测量时,触针沿表面移动,同步记录高度变化,以此获取表面粗糙度,以及 Ra、Rz、Rq 等纹理参数。该方法适用范围广,透明、不透明表面均可测量,还能直接分析表面细节特征。
但这种测量方式存在弊端,可能损伤脆弱或柔软的材料表面。在进行大面积测量时,效率低、速度慢。而且,触针磨损后,会导致测量结果出现偏差。
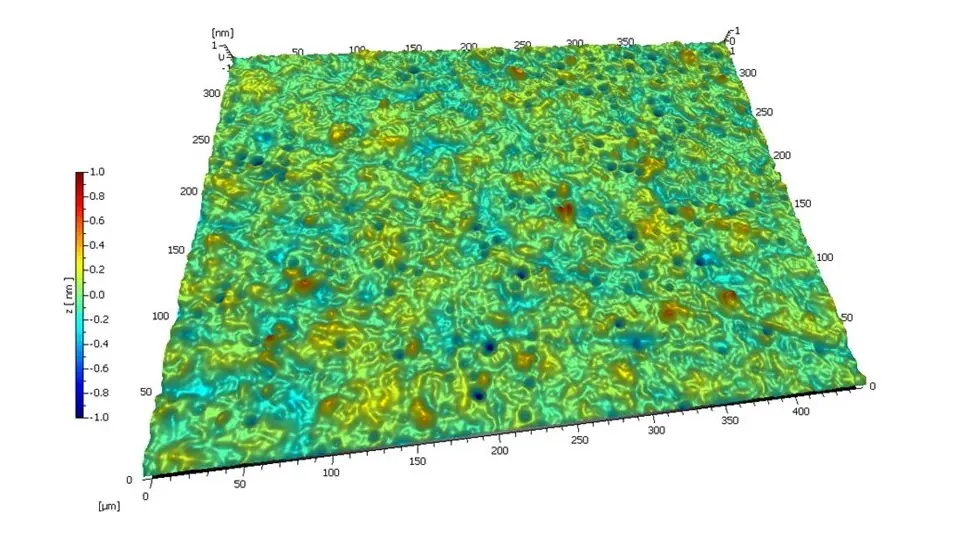
三维纹理的光学扫描
白光轮廓仪和相干扫描干涉仪均属于光学表面轮廓测量设备,采用非接触式测量方式,无需与被测表面直接接触,就能可靠采集三维表面形貌数据。这类仪器在测量三维表面粗糙度参数及纹理(如算术平均高度 Sa、均方根高度 Sq )方面表现出色,还能捕捉表面的细微结构和形状。光学轮廓测量仪不会对样品造成损伤,适用于包括易损或精细表面在内的各类表面检测,在大面积测量时效率更高。
然而,对于表面反光或弯曲的物体,光学轮廓测量仪的测量效果可能欠佳。总体而言,选择光学还是触测式表面轮廓测量方法,取决于具体的应用场景、被测表面类型、所需精度等多种因素。这两种方法各有优势和局限性。
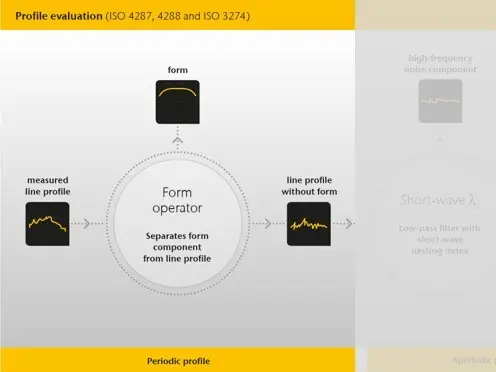
ISO 輪廓與平面表面評估
針對面積或剖面型態的表面評估所採用的測量鏈,其規範詳載於ISO 25178或ISO 4287標準中,兩者在若干細節上存在差異。
您用於測量表面粗糙度的WLI選項
TopMap 光学轮廓仪采用大面积扫描技术,基于精确高度数据获取三维纹理测量数据,测量高效、结果可靠。如需免费演示或开展可行性研究,请联系我们!

粗糙度仪
本款粗糙度仪是我们的入门级 Micro.View 系统,也是开启三维表面粗糙度测量的高性价比方案,助力用户从传统 R 参数评价升级至先进的 S 参数三维评价体系。
Micro.View
TopMap Micro.View® is an easy to use optical profiler in a compact table-top setup. Choose Micro.View® as the cost-effective inspection tool for examining precision-engineered surfaces down to the sub-nm range, for inspecting roughness, microstructures and more surface details.
Micro.View+
Advanced microscope-based surface profiler with automation and color imaging. Micro.View+ enables repeatable, operator-independent roughness and texture analysis—ready for lab and production use.
选择合适的表面处理方案,请放心选用轮廓仪 ——透过我们的「先试用后购买」方案,让您轻松获益。

