Web session "Characterizing ultra-precision & sealing surfaces"
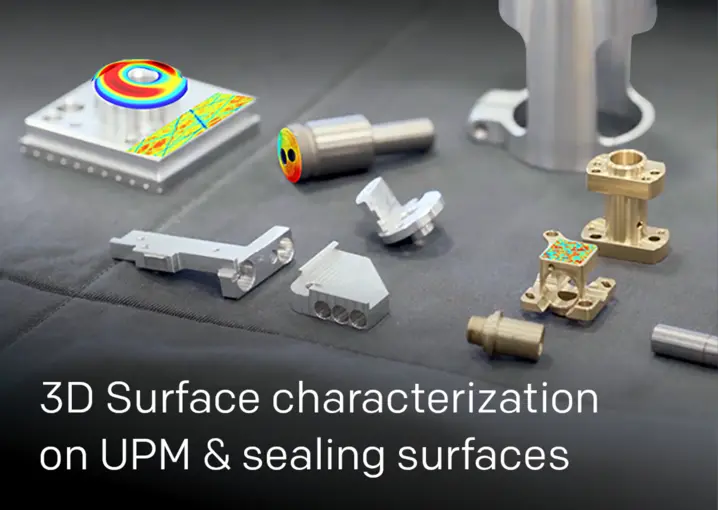
Compact web session on 3D surface characterization of ultra-precision machined (UPM) and sealing components — from lapped, CNC ground to polished texture, finish and more.
表面粗さパラメータは、部品の性能、外観、摩擦、耐食性、疲労挙動、ひいては機能性に影響を及ぼす可能性がある。したがって、表面品質と特徴は、産業用機械・システム、医療機器、消費財など、幅広い製品に影響を与える。表面粗さは、製造、自動車、航空宇宙、電子機器を含むあらゆる産業において極めて重要である。
表面粗さの定義とISO規格
表面粗さは、国際標準化機構(ISO)が定めたものを含む様々なパラメータや規格を用いて定義・特徴付けられる。表面粗さの定義と測定に関する関連ISO規格には、ISO 4287、25178、および新規格ISO 21920が含まれる。
ISO 4287
本規格は、表面粗さに関連する用語、定義、およびパラメータを規定する。表面粗さに関する用語および触覚測定法の理解に向けた包括的な指針を提供する。
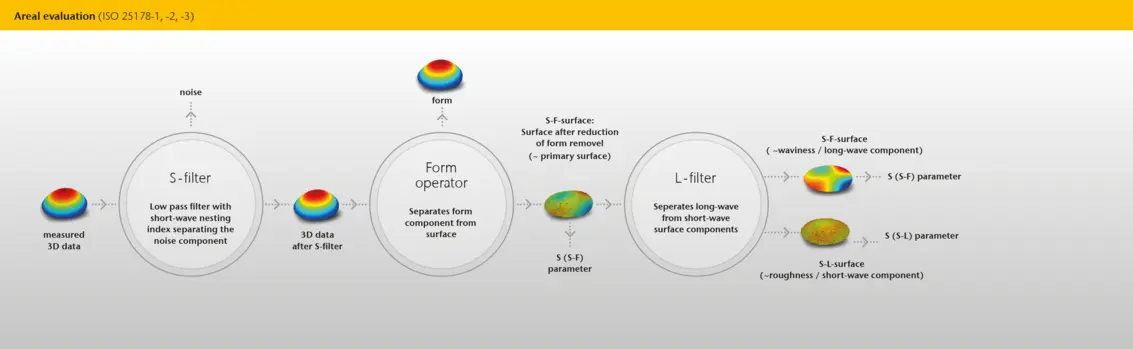
ISO 25178
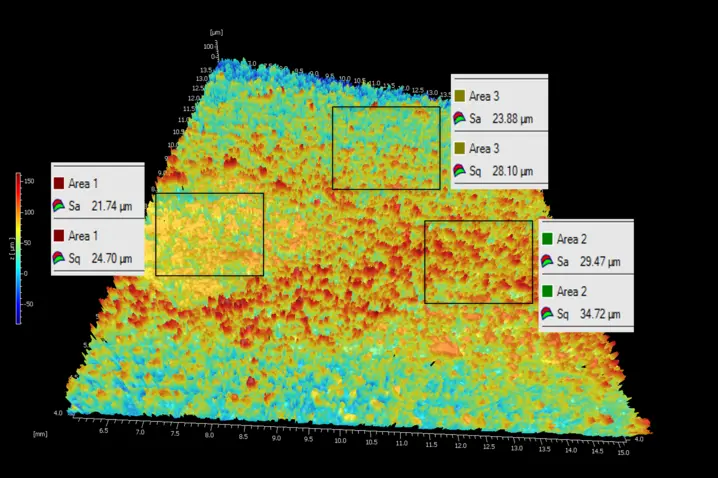
本規格は、接触式プロファイル計、色差共焦点ゲージ、コヒーレンス走査干渉法、焦点変動法などの面積(3D)測定技術を用いた表面粗さの測定について規定する。3D表面粗さを特徴付けるためのパラメータとして、Sa(算術平均高さ)やSq(二乗平均平方根高さ)などを導入する。
新ISO 21920
この3部構成のシリーズは、数十年にわたる既存規格の一部を置き換え、情報を統合し、多くの分野で明確性を高めています。同時に、表面仕上げに関する米国ASME規格およびISO 25178との調和を図っています。

ISO 21920に関する限定ガイドをダウンロード
技術図面の重要性(ISO 1302に代わるもの)、ISO 21920がRa値以上の意味を持つ理由(ISO 4287およびISO 13565-2/-3に代わるもの)、有効な測定結果を得る方法(ISO 4288に代わるもの)について、完全版独占論文(ログイン必要)をお読みください。

光学式および触覚式プロファイル測定による(3D)テクスチャの特性評価
表面粗さの測定には様々な手法がある:
- 光学式非接触測定
- および触覚的、線状測定法。
ISO規格は、使用される測定方法にかかわらず、表面粗さを特徴づけ、規定するための共通の枠組みを提供します。
触覚表面テクスチャ測定
接触式表面プロファイラーは、スタイラスまたはプローブを用いて測定対象物の表面に物理的に接触します。スタイラスが表面に沿って移動し、移動中の高さ変動を記録します。これらのプロファイラーは、Ra、Rz、Rqなどの表面粗さやテクスチャパラメータの測定に使用されます。透明または不透明な表面を含む幅広い表面に対して一般的に適しています。 接触式測定は表面と直接接触し、詳細な表面特性を分析します。ただし、接触式プロファイラーは繊細な表面や柔らかい表面を損傷する可能性があり、広範囲や全面の測定では時間がかかり遅くなります。さらにスタイラスは摩耗しやすく、時間の経過とともに測定誤差が生じる傾向があります。
3Dテクスチャの光学スキャン
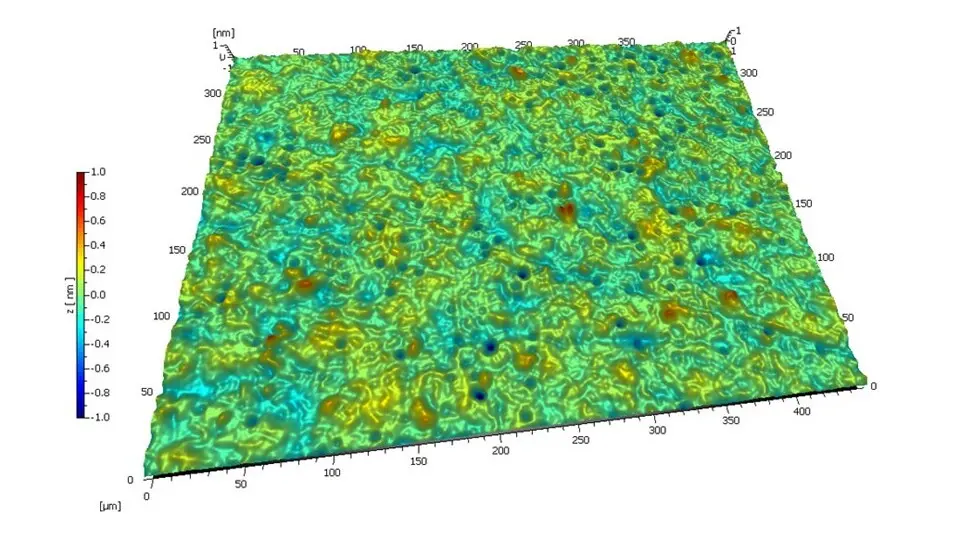
白色光プロファイロメーター またはコヒーレンス走査干渉計は、光学式表面プロファイラーであり、非接触測定アプローチを提供し、表面に物理的に接触することなく3D表面形状データを確実に取得します。これらは、SaやSqなどの3D表面粗さパラメータやテクスチャの測定、および詳細な表面構造や形状の取得に優れています。
光学式プロファイラーは非破壊検査であり、脆い表面や繊細な表面を含むあらゆる種類の表面に適しています。また、より広い表面積の測定において高速です。ただし、光沢のある表面や曲面では測定限界が生じる場合があります。要約すると、光学式と接触式の表面プロファイリング手法の選択は、具体的な用途、測定対象の表面の種類、要求される精度、その他の要因によって異なります。両手法にはそれぞれ利点と限界があります。
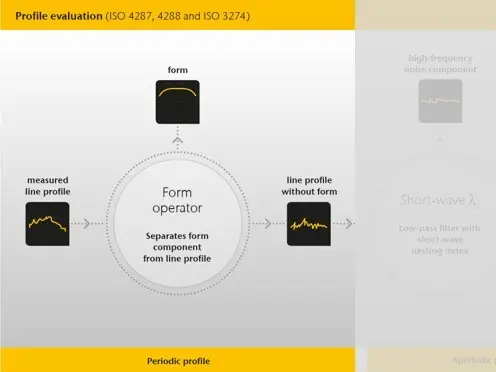
プロファイルおよび面評価のためのISO規格
面積またはプロファイルに基づく表面評価の測定チェーンは、ISO 25178 または ISO 4287 に記載されており、細部において互いに異なる。
表面粗さを測定するためのWLIオプション
TopMap optical profilers provide 3D texturing measurement data based on precise height data by large areal scanning technique, enabling fast and repeatable measurements and reliable results. Contact us for a free demo and feasibility study!
Micro.View
TopMap Micro.View® is an easy to use optical profiler in a compact table-top setup. Choose Micro.View® as the cost-effective inspection tool for examining precision-engineered surfaces down to the sub-nm range, for inspecting roughness, microstructures and more surface details.
Micro.View+
Advanced microscope-based surface profiler with automation and color imaging. Micro.View+ enables repeatable, operator-independent roughness and texture analysis—ready for lab and production use.
自信を持って最適な表面プロファイラーをお選びください——「購入前に試用」という当社のアプローチのメリットを享受いただけます。

表面パラメータに関する記事
ご要望について専門家とご相談ください
まずは部品仕様、公差、ワークフローについて簡単に話し合いましょう。必要に応じて、実現可能性調査、PolyMeasure(契約測定)、またはPolyRentトライアルをオプションの次のステップとして追加することも可能です。
