Le défi : un processus complexe qui ne laisse guère de place à l'erreur
La fabrication additive est en train de révolutionner l'ingénierie moderne. Même les pièces les plus complexes peuvent désormais être imprimées, souvent à un coût unitaire inférieur à celui de la production traditionnelle, en particulier pour les petites séries. Les pièces imprimées sont également généralement plus légères, car les parois pleines peuvent être remplacées par des structures en nid d'abeille et les fixations séparées ne sont plus nécessaires. Dans le secteur aérospatial, où chaque gramme compte, ce gain de poids est déterminant.
Mais le processus lui-même est impitoyable. Une longue liste de paramètres influence le résultat de chaque couche imprimée, et sur les composants aérospatiaux critiques pour la sécurité, un défaut qui passe inaperçu peut avoir des conséquences fatales. La texture de surface d'une pièce imprimée est déterminée par la taille et la géométrie des particules de poudre, par la façon dont la poudre fond et par le post-traitement. À elles seules, des particules partiellement fondues peuvent modifier la texture. Pour contrôler le processus, les ingénieurs devaient d'abord être capables de mesurer ces caractéristiques de surface subtiles de manière fiable, et la question était de savoir si leur approche de mesure pouvait les résoudre.
La solution : des données de surface sur une grande étendue en une seule mesure
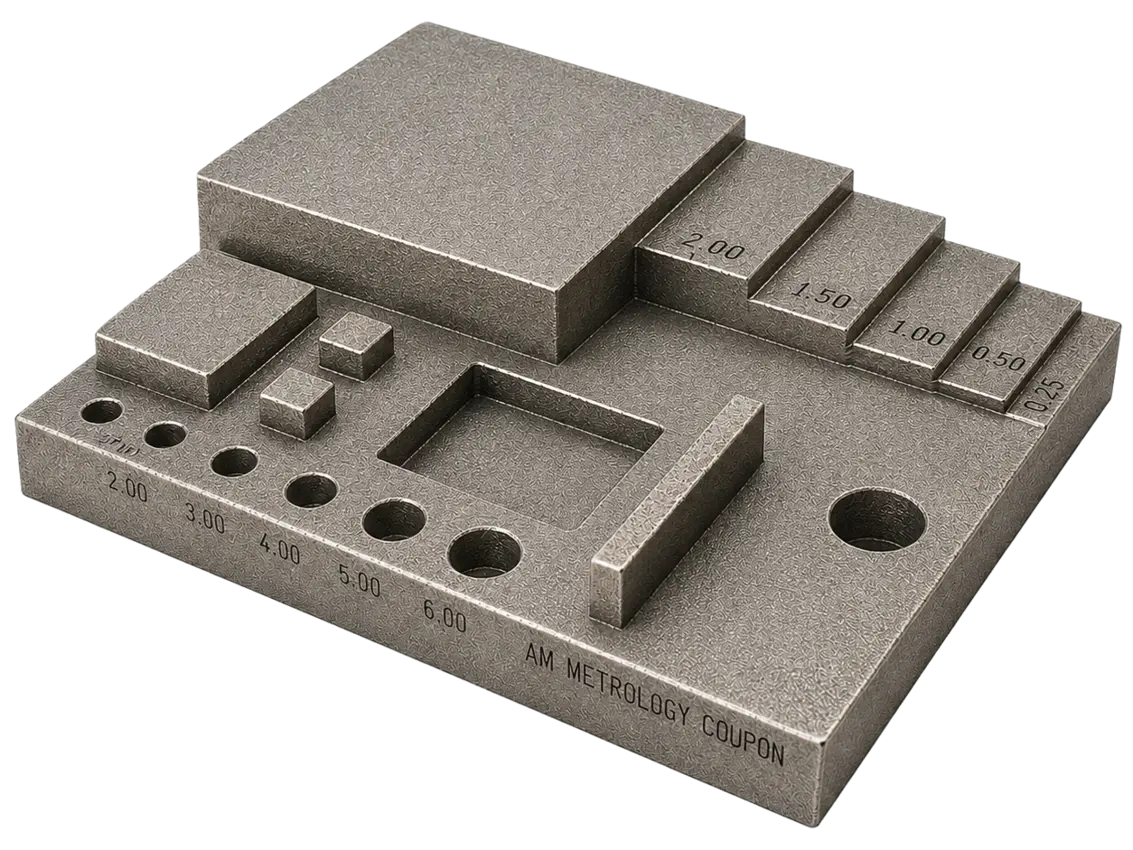
Pour maîtriser le processus d'impression, l'équipe avait besoin de données numériques précises sur les surfaces imprimées : planéité et forme afin de s'assurer de l'absence de bosses ou d'irrégularités, hauteurs d’escalier des éléments imprimés, texture de surface elle-même, ainsi que les distances latérales telles que les distances d'un bord à l'autre ou les diamètres. Les systèmes TopMap Pro.Surf et Pro.Surf+ fournissent précisément ce type de données pour faciliter le contrôle de la production et le développement des processus.
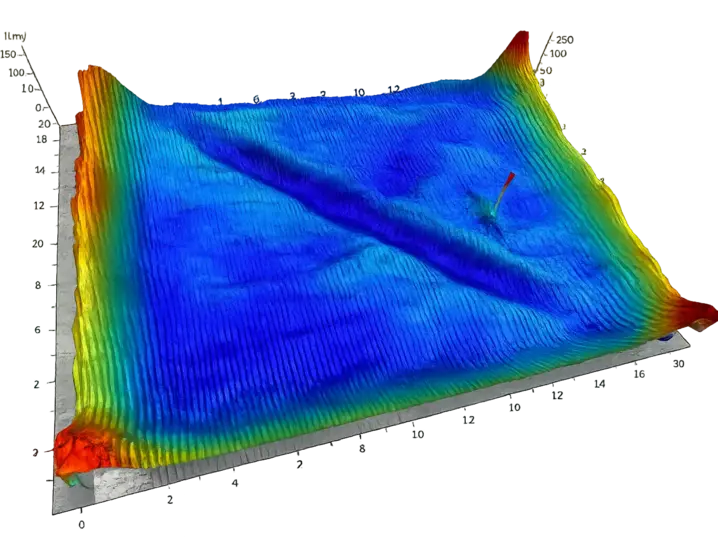
Des cubes d'essai imprimés avec différents paramètres de texture ont été mesurés afin de déterminer la meilleure façon de piloter le processus. Une certaine résolution latérale est nécessaire pour analyser la texture de surface, mais un système de microscopie n'est pas forcément indispensable. Dans ce cas précis, une caméra Pro.Surf dotée d'un champ de vision restreint s'est avérée suffisante, et le module de rugosité n'a même pas été nécessaire. La texture des cubes a été clairement mise en évidence.
Cela s'explique par la nature même de ces surfaces : les fréquences spatiales qui dominent la texture sont généralement supérieures à la résolution latérale du système. Dans ce cas, la combinaison d'un large champ de vision et d'une résolution latérale suffisamment élevée fait de l'Pro.Surf e un outil particulièrement adapté à la mesure de ce type de texture de surface.
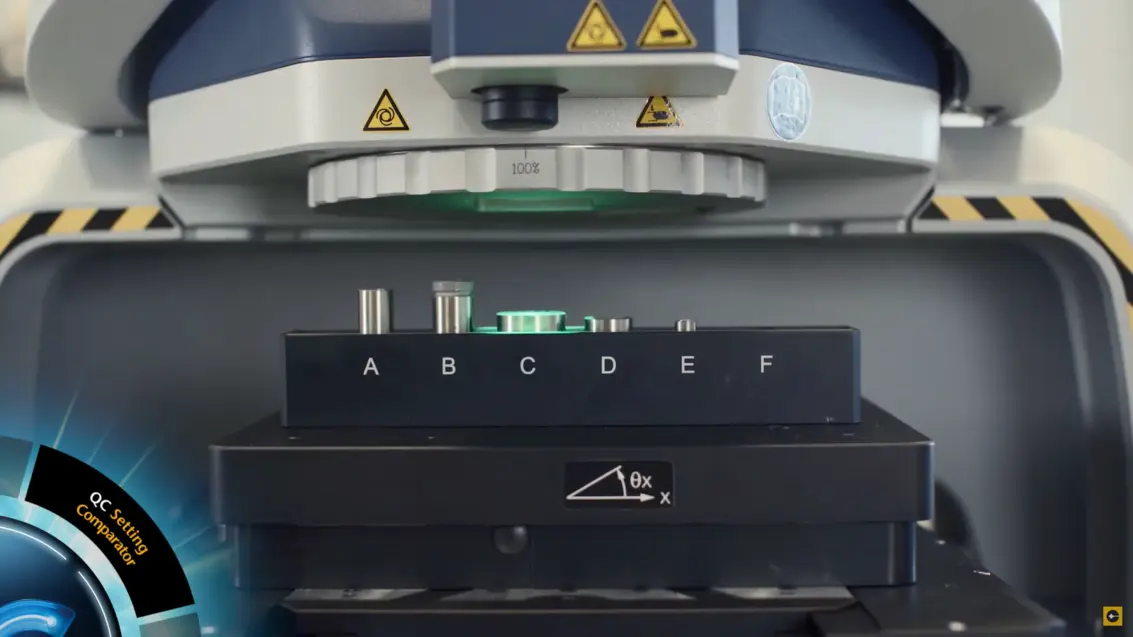
C'est le large champ de vision qui fait toute la différence. Des normes telles que l'ISO 4287 prévoient des zones de balayage de 12,5 mm, voire de 40 mm. Capturer ces zones en un seul passage est un jeu d'enfant pour un profileur à grande surface, mais représente un véritable défi pour un système à base de microscope, qui devrait effectuer le stitching de nombreuses mesures plus petites.
Des données de surface au contrôle des processus
Au-delà de la résolution de la texture, le système s'adapte parfaitement aux réalités d'un flux de travail de fabrication additive. Son large champ de vision et sa distance de travail généreuse permettent de mesurer des pièces imprimées de tailles et de formes variées avec un minimum de préparation, tandis que sa conception sans objectif et sans contact garantit une utilisation quotidienne simple et fiable :
- De vastes zones de balayage capturées en une seule mesure
- Aucun risque de collision avec l'objectif
- Moins d'efforts de nettoyage et de réglage
- Réduction des temps d'arrêt liés à la maintenance
Grâce à des données précises sur la surface, l'équipe a pu établir un lien entre les résultats spécifiques concernant la texture de surface, la planéité et la hauteur d’escalier, d'une part, et les paramètres d'impression qui les ont générés, d'autre part. Ce cycle de rétroaction est exactement ce qu'il faut pour développer et stabiliser un procédé d'impression additive :
- Une lecture fiable de la texture de surface des pièces imprimées
- Contrôle de la planéité et de la forme pour détecter les irrégularités et les bosses
- Évaluation de la hauteur d’escalier et de la distance latérale dans un seul outil
- Comparaison plus rapide des variantes de paramètres
- Une base plus solide, fondée sur les données, pour les décisions relatives au processus
Le résultat
Dans la fabrication additive, la surface imprimée n’est pas seulement une finition, c’est un indicateur direct du bon déroulement du processus. Dans le domaine des composants aérospatiaux, où un défaut caché peut être fatal et où les séries sont limitées, ces informations sont essentielles pour garantir la qualité tout en bénéficiant de pièces plus légères et moins coûteuses.
En déterminant la texture de surface, la planéité, les hauteurs d’escalier et les distances latérales sur les vastes zones de balayage exigées par les normes, et ce en une seule mesure sans microscope, l'TopMap Pro.Surf e a fourni à l'équipe les données dont elle avait besoin pour comprendre et piloter son processus d'impression. La mesure de surface a cessé d'être un contrôle final pour devenir un outil de développement des processus. Car en fin de compte, il s'agit de mesurer ce qui compte.
Profilomètre industriel pour grandes surfaces
Les systèmes de mesure télécentriques d'Pro.Surf s sont optimisés pour la profilométrie de surface industrielle, offrant un débit élevé et une répétabilité de la précision de mesure.

Introduction rapide à la métrologie des surfaces
Nous prenons très au sérieux notre devise « Mesurez ce qui compte » et nous vous accompagnons de la manière la mieux adaptée à votre situation. Même si votre besoin n’est que temporaire ou si votre budget ne vous permet pas encore d’acquérir un système complet, plusieurs options s’offrent à vous : louez un système avec PolyRent ou confiez les mesures à nos spécialistes grâce à PolyMeasure. Et si vous envisagez d'acheter, nous vous recommandons de commencer par une étude de faisabilité ou une location — les frais de location étant ensuite déduits du prix d'achat. Discutez avec nos experts et nous vous recommanderons l'approche la mieux adaptée à vos tâches de métrologie.