Pourquoi mesurer la planéité des surfaces ?
Les tolérances de planéité des surfaces sont définies pour de nombreuses pièces fabriquées, car la planéité est cruciale pour de nombreuses applications afin de garantir la fonctionnalité des composants techniques. La planéité étant un paramètre de surface essentiel, elle influe par exemple sur les fuites des surfaces d'étanchéité des brides et des sièges de soupape. Dans l'optique de précision où le polissage optique est appliqué, la planéité des substrats en verre, des miroirs optiques ou des séparateurs de faisceaux est l'un des indicateurs de qualité les plus importants.
Mais la mécanique de précision et les composants optiques ne sont pas les seuls à utiliser largement les tolérances de planéité. Dans l'industrie électronique, il est important de savoir si la planéité des circuits imprimés se situe dans les tolérances spécifiées afin de garantir la connectivité électrique lors de la fixation de plusieurs pièces, par exemple par soudure.
Pour les surfaces qui se déplacent l'une par rapport à l'autre, la planéité de la surface peut également affecter les niveaux de bruit et les émissions sonores des composants. En d'autres termes, les tolérances de planéité influencent largement la fiabilité, la fonctionnalité et même le bruit des produits.
Évaluation interférométrique de la précision de la planéité
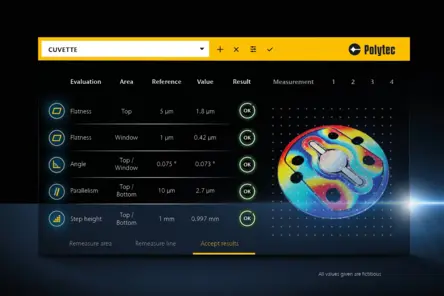
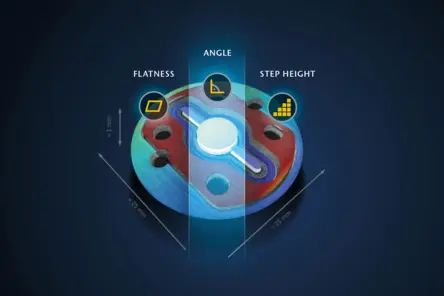
La cuvette d'un spectroscope infrarouge est un composant critique constitué de matériaux optiquement transparents de haute qualité, nécessitant un positionnement précis dans l'assemblage à l'aide de fixations mécaniques très précises. Les interféromètres à lumière blanche TopMap mesurent les paramètres respectifs de position et d'orientation de la fenêtre par rapport à la fixation, mais aussi la planéité de la surface de la fixation ainsi que les hauteurs de pas verticales entre les différents niveaux de la cuvette. L
es TopMap sont des interféromètres à lumière blanche à balayage (WLI) qui permettent une caractérisation sans contact de la forme, de la hauteur des marches et de la texture, avec la meilleure résolution verticale possible, indépendamment du champ de vision. Avec 45 mm x 34 mm en une seule prise, même sans piqûre, ces profileurs optiques mesurent la totalité de la cuvette en une seule fois et en quelques secondes.
Par rapport aux techniques de mesure tactile qui touchent mécaniquement la surface à des positions de mesure spécifiques, la mesure optique plein champ de la cuvette contient près d'un million de points de mesure.

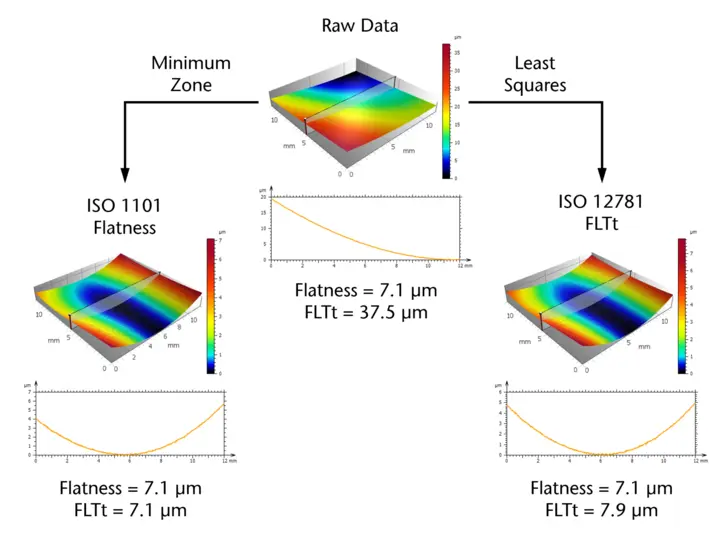
La planéité ISO et son calcul
En général, la planéité géométrique en métrologie est définie comme la différence entre deux plans parallèles à travers tous les points de mesure enregistrés. Toutefois, il existe différentes normes ISO qui diffèrent dans la manière de calculer ces plans parallèles. Afin de comparer les résultats des mesures de planéité de surface effectuées avec différents systèmes et technologies de mesure, il est important de se référer à une certaine norme ISO.
La norme ISO 1101 définit que la distance entre deux plans parallèles doit être aussi petite que possible tout en incluant tous les points de mesure. Dans la norme ISO 12781, la planéité est définie de manière beaucoup plus générale comme la distance entre le point minimum et le point maximum de deux plans, dont la distance dépend des enlèvements de forme appliqués précédemment. Quelle que soit la norme ISO utilisée, il est important d'éliminer efficacement les valeurs aberrantes dans l'ensemble des données afin d'éviter que des pointes uniques ne dominent le résultat de la mesure.
Mesure de la planéité de la surface aréolaire (balayage par cohérence optique)
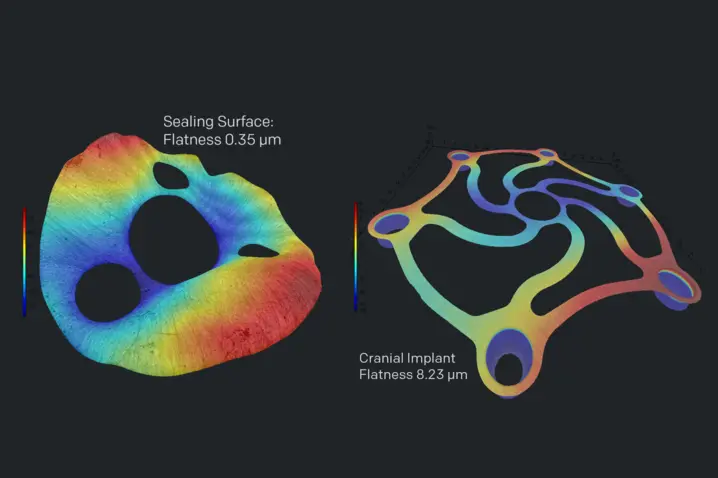
Les technologies de mesure de la planéité sans contact, telles que la technologie de balayage par cohérence utilisant l'interférométrie à lumière blanche, couvrent de manière fiable des zones entières de l'échantillon en une seule prise de vue. Avec des millions de points de mesure pris en un instant, la mesure optique de la planéité permet de détecter les pièces défectueuses comme les pièces nOK à un stade précoce de la production. Même les composants souples ou très minces peuvent faire l'objet d'une évaluation fiable de la planéité, car la surface testée n'est pas déformée, mais mesurée de manière non invasive. Les mesures de planéité aréolaire conviennent parfaitement au contrôle de la qualité ou aux tests à 100 % en cours de production.

Avantages de la mesure optique de la planéité des surfaces
La mesure de la planéité est généralement effectuée à l'aide de profileurs tactiles ou sans contact (optique). Les systèmes de mesure tactiles tels que les machines à mesurer tridimensionnelles sont souvent utilisés pour mesurer la planéité de grandes pièces et lorsque de multiples tolérances dimensionnelles, géométriques ou de position doivent être caractérisées.
Toutefois, les mesures effectuées à l'aide de machines à mesurer tridimensionnelles prennent souvent beaucoup de temps, car il s'agit d'une mesure point par point. Souvent, un espacement plus important entre les points est choisi pour gagner du temps. Toutefois, cette approche admet que les écarts de forme locaux ne sont pas pris en compte.
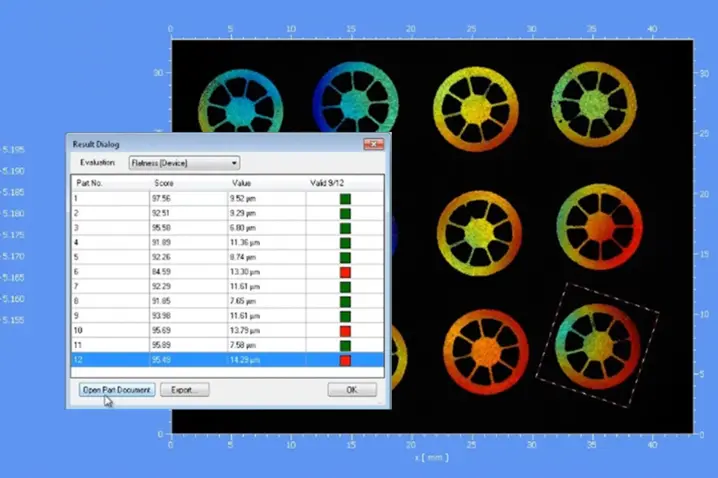
Contrôle automatisé des tolérances de planéité pour une analyse réussite/échec
Pour s'assurer que chaque pièce respecte les tolérances de planéité et donc les critères de qualité, il est possible de mettre en œuvre une routine de mesure pour un contrôle de qualité à 100 %. Des options logicielles personnalisées permettent de s'adapter à des besoins de test spécifiques et à des mesures de routine, de sorte que des recettes de mesure simples peuvent être stockées et exécutées. La définition de tolérances individuelles de planéité et la comparaison immédiate avec la valeur mesurée permettent d'obtenir des résultats de type "réussite-échec". La variation du placement de l'échantillon est détectée et l'évaluation est automatiquement adaptée à la nouvelle position grâce à la reconnaissance automatique des formes. Cela garantit une reproductibilité élevée, même dans des environnements exigeants.
Vos options WLI pour mesurer la planéité
Pro.Surf+
Profilomètre optique multicapteurs combinant la mesure de formes sur de grandes surfaces et l'analyse intégrée de la rugosité. Pro.Surf+ fournit des résultats rapides et traçables en matière de forme et de rugosité dans un seul système prêt à l'emploi.

Pro.Surf
Pro.Surf est un système WLI/CSI télécentrique permettant une mesure rapide et sans contact des formes et de la topographie. Grâce à son large champ de vision, il est idéal pour les pièces et les plateaux de grande taille, jusqu'à l'échelle nanométrique.
Metro.Lab
Metro.Lab est un profilomètre de surface compact et à large portée, destiné à être utilisé sur une paillasse. Il combine des performances de mesure élevées et un faible encombrement, ce qui le rend idéal pour les applications où l'espace ou le budget sont limités, mais qui nécessitent néanmoins des données de surface 3D fiables.
Choisissez en toute confiance l'profilomètre de surface qui vous convient grâce à notre approche « essayer avant d'acheter ».

Discutez de vos besoins avec nos experts
Commençons par une brève discussion sur vos pièces, vos tolérances et votre flux de travail. Si nécessaire, nous pouvons ajouter une étude de faisabilité, PolyMeasure (mesures contractuelles) ou un essai PolyRent comme étapes supplémentaires facultatives.
