
最終工程検査または工程内検査
最終工程検査(EoL)とは、製造ラインの最終段階で製品の品質を確認し、合格か不合格かを判定するプロセスです。これに対し、工程内検査では製造工程中に直接製品の品質を検査・評価します。検査対象製品や品質基準に応じて、様々なセンサーが使用され、出荷製品の品質を確保します。
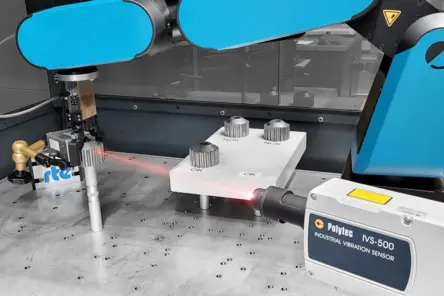
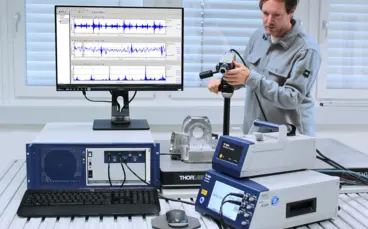
最終工程検査(EoL)においてレーザドップラ振動計による音響特性の非接触検査がどのように役立つか、ぜひご覧ください。
振動音響の最終工程品質管理
固体伝播騒音のような振動、音響の品質管理が必要な場合、一般的に加速度計、マイクロフォン、またはレーザドップラ振動計(LDV)が使用されます。レーザドップラ振動計は非接触式であるという利点があり、加速度計のようにセンサーの貼り付け、ケーブリングを必要としません。また、マイクロフォンとは異なり、周囲の騒音の影響を受けません。
製造ライン振動試験におけるレーザドップラ振動計の利点
- 非接触:対象物に跡を残さず、手が届かない場所でも測定可能
- オートフォーカス:短距離・長距離を問わず、信頼性の高いデータ
- 信頼性:周囲の騒音から影響を受けない
- 高精度:わずかな差異も検出する有効データ
- 容易な統合:PLCおよび試験システム用インターフェース
購入しなくても測定できます
計測サービス、機器レンタル、リースなど、ポリテックは設備投資以外の選択肢も用意しております。短期間プロジェクト、一時的なご利用、あるいはご予算に限りがある場合でも、ぜひお問い合わせください。お客様の具体的なニーズに合った最適なソリューションを共に見つけさせていただきます。

レーザドップラ振動計を用いた最終工程振動試験
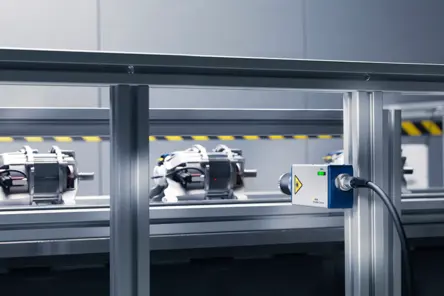
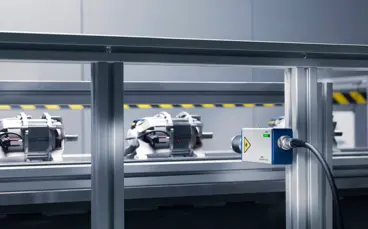
最終工程試験では、試験装置の信頼性に加え、試験ステーションへの容易な統合性と自動化性能が、高い試験スループット達成の鍵となります。レーザドップラ振動計(LDV)は、これらのあらゆる面で優位性を発揮します。
レーザドップラ振動計を用いた最終検査は非接触方式で動作し、柔軟かつ調整可能な作動距離を備えているため、試験対象物から一定の距離があっても確実に測定が可能です。さらに、加速度計が設置困難な測定箇所においても信号を記録・分析できます。高精度な特性により、極めて精密なデータを記録でき、試験結果のわずかな変化すら検出可能です。生産システムへの統合やPLCプロセス制御システムとの通信も実現できます。


測定距離、周波数、最小/最大加速度をお教えください
最終検査のエキスパートになる:動画チュートリアル
ポリテックのIVS-500レーザドップラ振動計は、製造された部品やアセンブリ品の振動音響特性を測定するための、専用かつ柔軟な最終検査用測定装置です。
この限定セクションでは、レーザドップラ振動計を用いた音響試験の概要、基礎、代替EoL試験手法との実践的なベンチマークおよび比較、ならびにIVS-500の使用および取り扱いに関する貴重なヒントやコツを動画チュートリアルでご紹介しております。初心者、ユーザー、インテグレーター、エキスパートの皆様に最適です。
関連製品
VibroScan QTec Xtra
VibroScan QTec Xtraは、振動を非接触、全視野、前例のない精度で測定する新しいソリューションです。画期的なマルチパス干渉計を備えたQTec® は、光学感度と干渉耐性の点で新しいスタンダードを確立しました。赤外線 (SWIR) レーザーをベースとするXtra は、最高の光学感度を特徴としており、要求の厳しい技術的表面でも高精度の測定を保証します。VibroScan QTec Xtraは、最大32MHzの信号発生器を内蔵しつつも、統合されたデータ取得により最大限の携帯性を保証します。
レーザドップラ振動計 IVS-500
レーザドップラ振動計 IVS-500は、品質管理の用途に最適な非接触振動計です。測定周波数帯域は最大100 kHzであり、インライン製品検査やEOL試験に最適で、すばやく高精度な振動音響品質検査や、構造物に起因するノイズ分析、信頼性の高い合否判定が可能です。堅牢でコンパクトな設計であり、既存のプロセス制御システムに容易に統合でき、アプリケーションに合わせた短時間の測定を実現できます。レーザなので接触式センサに見られるセンサ自身の摩耗がなく、マイクロフォンによる音響検査時に必要な外部音響を遮断するための防音機構も必要ありません。





ご相談ください
当社のスペシャリストが、お客様のプロジェクトに合わせた測定ソリューションで支援いたします。あるいは、重要な要素の測定をサポートいたします。ぜひ、お気軽にお問い合わせください。