
Contrôle du mass flow et comment améliorer le processus de roulement
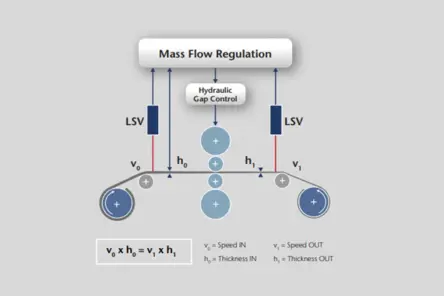
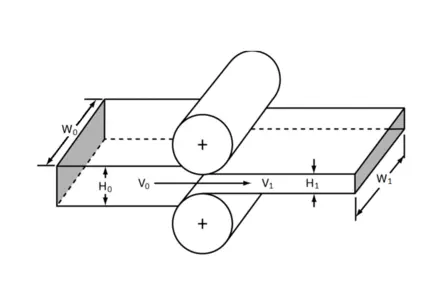
Le contrôle du mass flow est essentiel pour le traitement des métaux. Le contrôle et l’amélioration du processus du mass flow consistent à contrôler la largeur de l’entretoise de façon à ce que l’épaisseur du produit final reste aussi constante que possible. Si l’on connaît l’épaisseur avant la cage et la vitesse avant et après la cage, l’écartement, qui détermine l’épaisseur du produit laminé, peut être ajusté selon les conditions souhaitées.
Les capteurs optiques de Polytec mesurent la longueur et la vitesse du processus sans contact mais avec une précision interférométrique, tout en évitant le glissement, l'usure et l'incertitude. Ils offrent des signaux de sortie numériques et analogiques pour l'automate comme n'importe quel encodeur classique et sont faciles à intégrer. Contactez-nous et nous vous ferons une démonstration en direct de ce qui est possible !
Définition du contrôle de mass flow
Le mass flow, également le débit massique, est la masse d’un milieu se déplaçant dans une section transversale définie par unité de temps. Ainsi, le mass flow décrit le débit d’une masse mobile telle que la matière première dans les laminoirs, généralement mesurée en kg. Dans les laminoirs, le contrôle du mass flow nécessite toujours une mesure combinée d’épaisseur et de vitesse. Le contrôle automatique du mass flow par jauges (AGC) est une technique utilisée depuis de nombreuses années pour contrôler l’épaisseur des bandes dans les laminoirs à froid en tandem, permettant un contrôle plus serré de l’épaisseur en offrant un contrôle plus rapide et plus précis de l’écartement des rouleaux.

Parlez à nos experts
Mesurer la largeur de l'écart entre les rouleaux, le degré de laminage et la vitesse de la bande lors du laminage à froid avec une précision laser ?
Contrôle du mass flow par mesure de l’écartement des rouleaux et de l’épaisseur des bandes
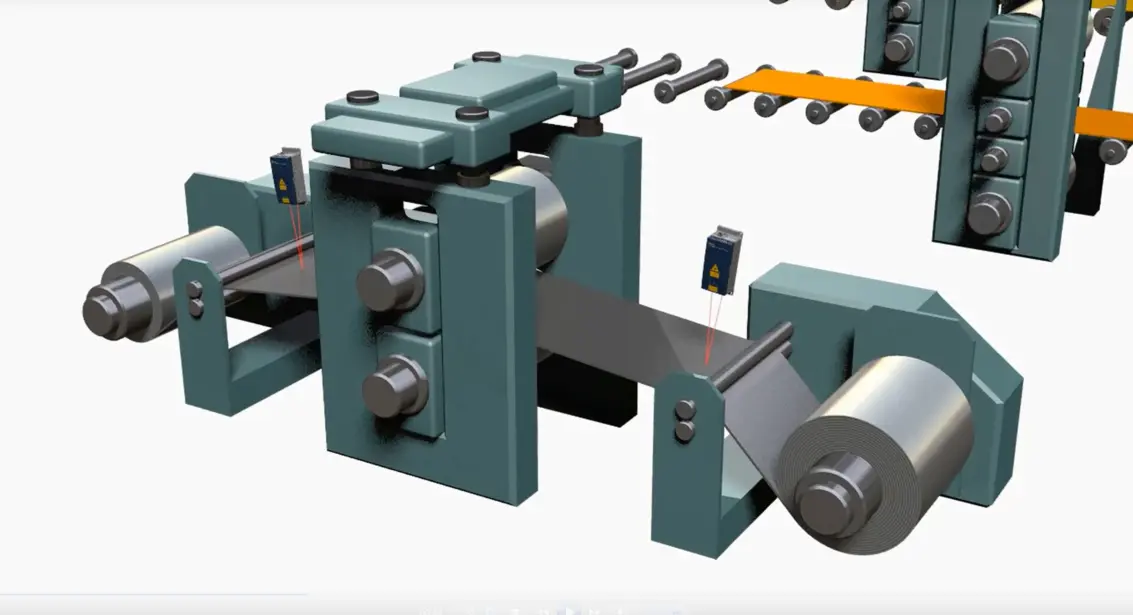
L’épaisseur de bande est mesurée à l’aide de support en forme de C avec un vélocimètre laser de surface LSV intégré et compact, mesurant les vitesses en amont et en aval de la cage. Parce que la mesure de la vitesse est extrêmement précise, vous pouvez surveiller et contrôler l’écartement plus précisément en utilisant le LSV et ainsi obtenir une meilleure conformité avec les spécifications d’épaisseur du produit final. Le résultat est une qualité accrue et, par conséquent, une production accrue.

Contrôle du mass flow à l’aide de capteurs laser
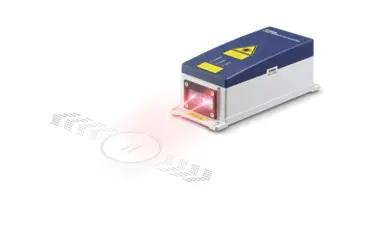
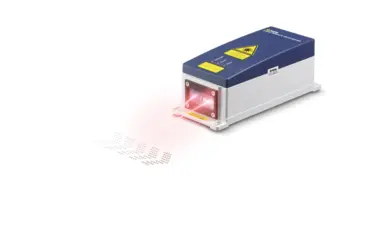
Les vélocimètres laser de surface (LSV) de Polytec sont des capteurs laser de vitesse de Polytec qui mesurent sur presque toutes les surfaces, même sur les surfaces contaminées et dans les environnements difficiles des laminoirs. La technique de mesure sans contact élimine efficacement le glissement, l’usure et tout en fournissant un laser précis et fiable. Processus et contrôle du flux de masse, contrôle de production sans influencer la surface du produit de la matière laminée.
Contrôle du mass flow par skin-pass et mesure du degré d’étirement
Le degré du skin pass dans le laminage à froid est déterminé par la différence de vitesse de bande à l’entrée et à la sortie de la cage à rouleaux qui, dans le passé, a été mesuré mécaniquement, généralement à l’aide de générateurs tachymétriques (à contact). L’utilisation de deux capteurs laser Polytec LSV évite les erreurs de mesure dues au glissement et à l’usure et le degré du skin pass mesuré peut être directement utilisé comme paramètre de contrôle fiable pour le réglage des rouleaux dans le contrôle du mass flow. En utilisant un LSV, un fabricant majeur d’acier inoxydable connu mondialement a confirmé une optimisation de l’incertitude de précision de mesure jusqu’à seulement 0,02 % de leur mesure de degré du skin pass utilisant un LSV (Laser Surface Vélocimètre) de Polytec.
Cadre en C avec mesure intégrée de la vitesse dans les laminoirs
L'industrie de transformation des métaux a des exigences élevées en matière de précision dimensionnelle et de qualité des produits en acier et en aluminium. Les laminoirs modernes sont aujourd'hui fréquemment contrôlés selon le principe du flux massique afin de réduire davantage les tolérances d'épaisseur des bandes laminées. Les vélocimètres laser de surface (LSV) sont faciles à intégrer et permettent une mesure fiable de la composante de vitesse.


Contrôle automatique des jauges (ACG) pour le contrôle du mass flow
L’allongement est obtenu par le skin pass. Contrairement aux trains en tandem, qui sont conçus pour une réduction importante, les trains de skin pass sont conçus pour atteindre les spécifications souhaitées pour la planéité, la finition de surface et la qualité, ainsi que les propriétés mécaniques finales de la bande. Le contrôle de l’allongement peut aller d’environ 0,25% à 4% selon les spécifications et est contrôlé de la même façon en mesurant et en comparant la vitesse d’entrée et de sortie du train.
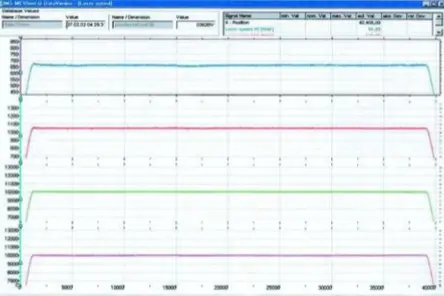
L’avantage de l’utilisation des LSV est l’amélioration de la mesure de la vitesse de bande pour les calculs de débit massique et les mesures d’allongement. Le graphique suivant montre une comparaison entre la vitesse mesurée par un LSV Polytec et celle du codeur mécanique à contact.







Parlez à nos experts
Nos experts sont prêts à vous aider dans vos projets grâce à des solutions de mesure sur mesure ou à vous aider à mesurer ce qui compte vraiment. Contactez-nous dès aujourd'hui.