Caractérisation du cordage et détermination de la qualité du cordage
profilomètreLe roping sur les alliages d'aluminium (AL) est un phénomène de structuration de surface qui se produit sur les tôles en alliage automobile et les panneaux de carrosserie. Un critère de qualité associé est la formation d'une peau d'orange, qui correspond essentiellement à une ondulation indésirable des surfaces. L'apparition de roping ou de stries est un défaut visuel qui peut être quantifié sur de grandes surfaces à l'aide des systèmes de mesure surfacique 3D de Polytec, qui permettent une caractérisation fiable, reproductible et sans contact du degré de roping.
Web session "Characterizing ultra-precision & sealing surfaces"
Compact web session on 3D surface characterization of ultra-precision machined (UPM) and sealing components — from lapped, CNC ground to polished texture, finish and more.
Roping comme aspect de surface des tôles AL pour les panneaux de carrosserie automobile
Outre d'autres avantages, les alliages d'aluminium permettent de concevoir des structures légères et d'apporter des solutions innovantes pour réduire le poids dans les applications automobiles. Par conséquent, la demande en alliages d'aluminium connaît une croissance rapide pour les applications où le rapport résistance/poids est essentiel. Les producteurs d'aluminium fournissent au marché des alliages d'aluminium bruts qui doivent être laminés, étirés et pressés pour obtenir la forme appropriée. À la suite des opérations de formage, la structure granulaire des alliages est réorganisée, ce qui entraîne une augmentation de la rugosité surfacique et un aspect « peau d'orange ».
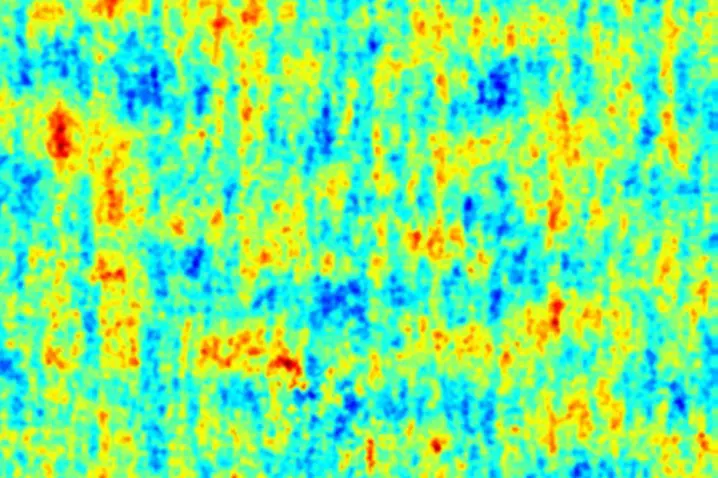
Cause des structures en cordes
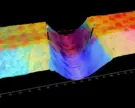
Dans certaines conditions, la rugosité surfacique peut se consolider en structures plus larges, en bandes ou en « cordes », qui apparaissent sous un parallélisme au sens du laminage et sous un parallélisme au sens de l'étirage. En général, la largeur de ces structures est comprise entre 0,2 et 2 mm, et leur longueur entre 10 et 30 mm. Les structures en cordes sont visibles à l'œil nu et détériorent l'aspect de la surface.

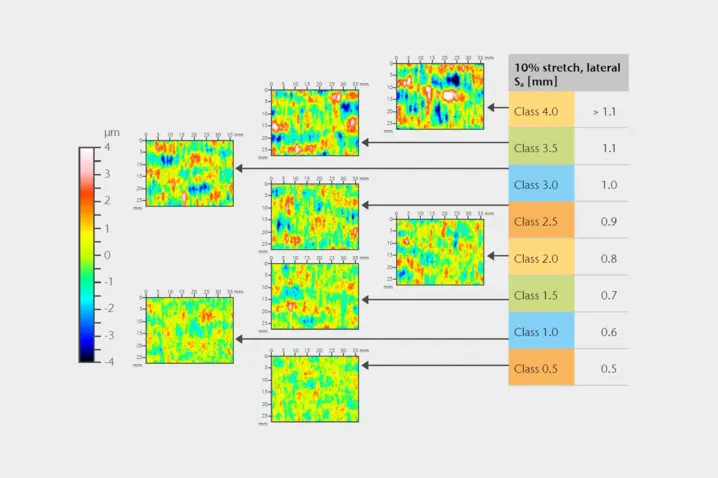
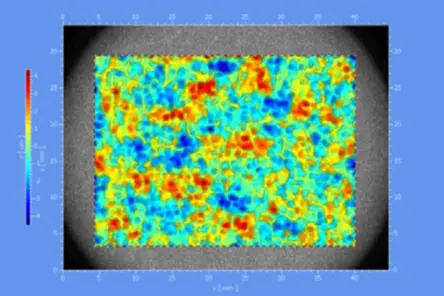
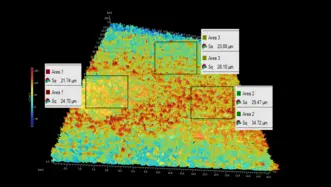
Détermination du grade de cordage à l'aide du paramètre Sa
Après laminage et l'étirage d'une feuille en alliage d'aluminium, la rugosité de la surface est souvent accrue et des structures en cordes apparaissent. Les paramètres de texture S surfacique (c'est-à-dire Sa, Sq) selon la norme ISO 25178 peuvent être utilisés pour caractériser cette nouvelle rugosité surfacique. Hotz et al.1 ont publié leurs résultats de caractérisation à l'aide du paramètre Sa. Le paramètre Sa décrit l'écart moyen par rapport au niveau des moindres carrés et correspond au paramètre Ra, Wa ou Pa pour la caractérisation des lignes. En général, les paramètres de texture S sont définis pour des surfaces à échelle limitée. Cependant, la norme ISO 25178-700 autorise des limitations d'échelle orientées vers l'application pour le calcul des paramètres de texture S. Étant donné que les structures cordées ont une largeur de plusieurs millimètres, le paramètre Sa peut être calculé sur des tailles de structure à échelle limitée.
1 W. Hotz, R. Müller, J. Timm, « Ropingmessung an Aluminium-Automobilaussenhautblech », Tagungsband Werkstoffprüfung 2009 : Fortschritte der Kennwertermittlung für Forschung und Praxis, éd. M. Borsutzki, S. Geisler, Stahleisen Verlag, Düsseldorf (2009) 365–370.
Choisissez en toute confiance l'profilomètre de surface adaptée : laissez-nous réaliser une étude de faisabilité avec votre échantillon (matériau).

Détermination du grade de corde à l'aide d'empreintes
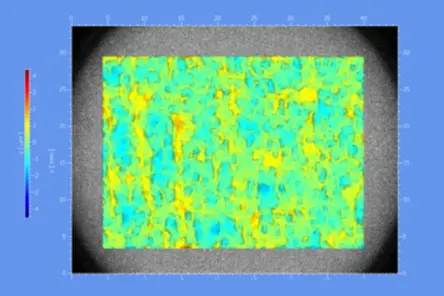
Une deuxième approche pour déterminer le degré de ropage consiste à appliquer la recommandation VDA 239-400 de l'Association allemande de l'industrie automobile (GAAI), qui utilise une empreinte de la surface. La méthode de l'empreinte présente de nombreuses similitudes avec la copie d'une carte de crédit comportant des structures en relief, en plaçant un papier sur les structures et en frottant avec un crayon pour rendre visibles les surfaces en relief : les zones profondes restent claires et les zones élevées sont assombries. À l'aide d'un ruban adhésif spécialement préparé, une empreinte est prise et scannée à 300 dpi pour former une image en niveaux de gris.
À cette résolution, les petites structures (rugosité surfacique) qui ne sont pas pertinentes sont filtrées et ne sont plus reconnaissables. Les valeurs de gris indiquent les hauteurs lorsque le processus d'impression est correctement effectué. L'image en gris est évaluée par un logiciel qui calcule le degré de cordage sur une échelle standard allant de 0 (pas de cordage) à 9 (cordage très fort). Bien que cette approche semble simple, elle est laborieuse, chronophage, imprécise et source d'erreurs. Ces inconvénients sont éliminés grâce à l'utilisation des interféromètres à lumière blanche GAAI ( TopMap ) de Polytec.
TopMap Afin de garantir que les résultats de mesure sont comparables à la norme GAAI, les profilomètres de surface de Polytec disposent d'un algorithme permettant de préparer et d'exporter les données pour un traitement ultérieur en vue de la détermination du degré de roping. De plus, le logiciel de métrologie de surface intégré calcule le paramètre RK conformément à la norme VDA 239-400 GAAI.
Profilomètre avec le champ de vue (FOV) le plus large
Pour mesurer des composants, la série Pro.Surf offre le profilomètre optique le plus efficace avec une flexibilité inégalée en termes de matériaux, de taille et de complexité des échantillons.
Découvrez par vous-même ce que Pro.Surf peut vous apporter en suivant une démonstration en ligne ou en louant directement un système.

Autres applications métrologiques
Histoires et téléchargements


Téléchargements
Discutez de vos besoins avec nos experts
Commençons par une brève discussion sur vos pièces, vos tolérances et votre flux de travail. Si nécessaire, nous pouvons ajouter une étude de faisabilité, PolyMeasure (mesures contractuelles) ou un essai PolyRent comme étapes supplémentaires facultatives.
