
Control superior de la abertura entre cilindros gracias a la precisión láser
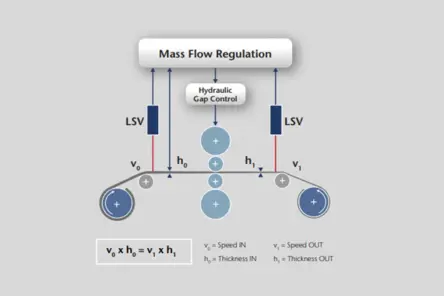
En los laminadores de acero, el espesor de la bobina acabada es un parámetro de calidad esencial: el control de la abertura entre cilindros desempeña un papel crucial a la hora de alcanzar la tolerancia de espesor especificada a lo largo de toda la bobina. Los sensores ópticos sin contacto, que miden con precisión la velocidad del material a la entrada y a la salida del tren de rodillos, permiten un ajuste preciso de la abertura entre cilindros para la optimización dinámica del proceso.
PolytecLos sensores basados en el efecto Doppler láser, como el ProSpeed® LSV (Laser Surface Velocimeter), ayudan a mejorar el control del espesor y la calidad del producto al permitir un mejor control de la abertura entre cilindros, especialmente durante los periodos de aceleración y desaceleración.
Ponte en contacto con nuestros expertos
Ponte en contacto con nuestros expertos
Nuestros expertos están preparados para ayudarte en tus proyectos con soluciones de sensores a medida o para ayudarte a medir lo que realmente importa. Ponte en contacto con nosotros hoy mismo.
Definición de la abertura entre cilindros y su control en el laminador
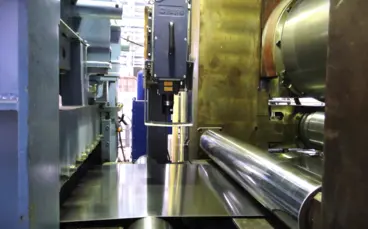
La apertura entre cilindros en los laminadores en frío y en caliente se refiere al espacio entre los cilindros de un montante de laminación, en el que tiene lugar el conformado del material laminado en función de la fuerza de apertura entre cilindros. El ajuste de esta apertura es crucial para la fuerza de apertura entre cilindros, ya que determina el espesor del metal laminado (por ejemplo, chapas de acero laminadas, barras planas laminadas o tubos de acero laminados). El control de la altura de la abertura entre cilindros, a menudo respaldado por un sistema de metrología de precisiónque utiliza tecnología láser, permite controlar directamente el espesor del material y la velocidad.
Un control eficaz de la apertura entre cilindros requiere una combinación de mediciones precisas del espesor y la velocidad en la entrada y la salida del tren de laminación. El control automático del espesor (AGC) es una técnica consolidada para el control preciso de la apertura entre cilindros en laminadores en tándem, de inversión y de otros tipos. Esta técnica ha permitido un mejor control del espesor a lo largo de toda la bobina, una mayor precisión de repetición de la calidad de una bobina a otra y una mayor eficiencia del proceso.
Medición de la apertura entre cilindros y del espesor de la banda
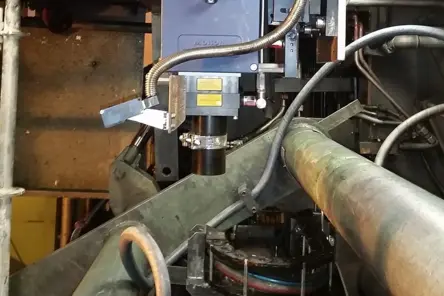
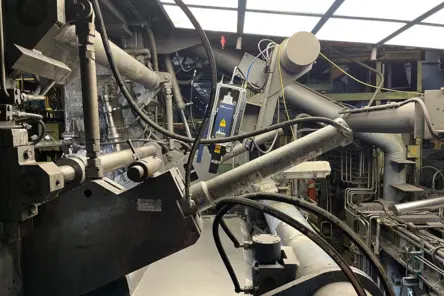
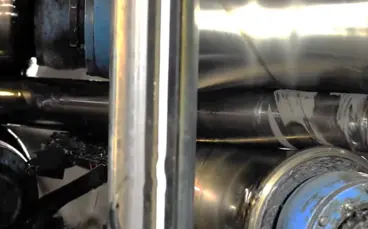
La medición del espesor de la banda se lleva a cabo mediante bastidores en C, mientras que la velocidad se mide delante y detrás del tren de rodillos utilizando un sistema de medición de velocidad lineal ( Laser Surface Velocimeter, LSV). Gracias al diseño compacto de su sensor, el LSV simplifica la integración en el bastidor en C, lo que ahorra trabajo adicional de instalación. Dado que la medición de la velocidad es de gran precisión, esta combinación de medición del espesor de la banda y el LSV permite predecir con mayor exactitud la fuerza de laminación necesaria y cumplir mejor con las especificaciones de espesor del producto final. Esto mejora la calidad y, por lo tanto, aumenta la productividad.

Control de la anchura de la abertura entre cilindros mediante sensores láser
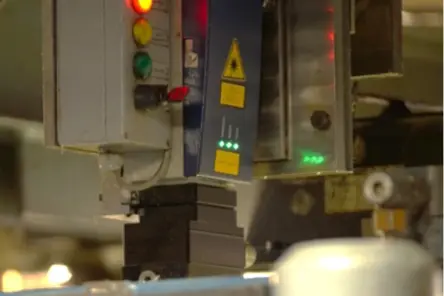
El control de la apertura entre cilindros se beneficia considerablemente del uso de los sensores LSV Laser Surface Velocimeterde Polytec. Los LSV miden la velocidad de la banda con gran precisión y fiabilidad en numerosas superficies, desde brillantes hasta mates, basándose en la velocimetría de láser doppler. Incluso en superficies sucias o aceitosas, el LSV proporciona una señal de medición estable para el control de proceso. A diferencia de otros métodos de medición, el LSV no sufre deslizamientos ni desgaste, lo que significa que la apertura entre cilindros puede ajustarse con precisión sin verse afectada por el material.
Control de la apertura entre cilindros mediante el paso de acabado y el grado de estiramiento
El control de la abertura entre cilindros durante el laminado en frío depende en gran medida de la medición y el control precisos de la velocidad de la banda en la entrada y la salida del tren de rodillos. Para este fin se suelen utilizar tacómetros mecánicos de contacto. Sin embargo, los métodos de medición de la velocidad de la banda basados en el contacto son susceptibles al deslizamiento y al desgaste, lo que da lugar a errores de medición —especialmente evidentes durante la aceleración y la desaceleración—.
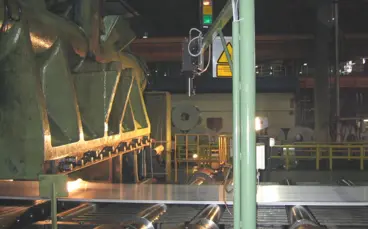
Estas mediciones precisas constituyen la base para un control minucioso de la abertura entre cilindros, lo que ejerce una influencia significativa en la regulación de flujo másico. Mediante el uso de esta tecnología de medición óptica, los principales fabricantes de acero inoxidable de todo el mundo han demostrado mejorar significativamente la precisión de medición de su control de la abertura entre cilindros, logrando reducir la incertidumbre de medición del grado de laminado de acabado hasta ± 0,02 %!

Control automático de manómetros para la regulación de flujo másico
La elongación se consigue mediante el laminador de templado/acabado. A diferencia de los laminadores en tándem, diseñados para una reducción importante, los laminadores de templado/acabado están diseñados para alcanzar las especificaciones deseadas en cuanto a planicidad, acabado superficial y calidad de las superficies, así como las propiedades mecánicas finales de la banda. El control de la elongación puede oscilar entre aproximadamente el 0,25 % y el 4 %, dependiendo de las especificaciones, y se controla, de forma similar, midiendo y comparando la velocidad de entrada y la velocidad de salida del laminador.
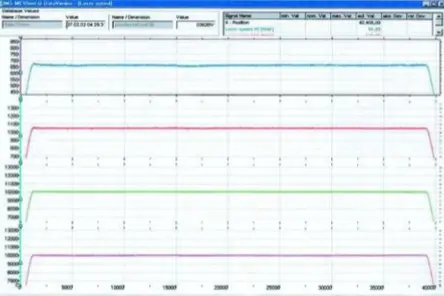
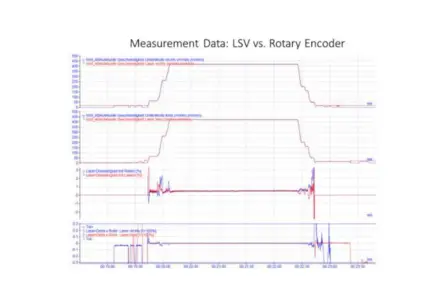
La ventaja de utilizar LSV es la mejora en la medición de la velocidad de la banda para los cálculos de caudal másico y las mediciones de elongación. El siguiente gráfico muestra una comparación entre la velocidad medida por un LSV « Polytec » y la medida por el encoder del rodillo deflector.







Habla con nuestros expertos
Nuestros expertos están preparados para ayudarte en tus proyectos con soluciones de medición a medida o para ayudarte a medir lo que realmente importa. Ponte en contacto con nosotros hoy mismo.