繩索特性分析與繩索等級判定
鋁合金(AL)的起皺現象是汽車合金板材與車體鈑件表面結構化的現象。相關品質判斷標準為橘皮紋的形成,其本質是表面出現不當波浪狀起伏。起皺或隆起紋路屬於視覺缺陷,可透過Polytec的3D表面轮廓仪系統進行大面積量測,實現非接觸式、可靠且可重複的起皺等級評估。
网络研讨会:轻松实现粗糙度测量
研讨会内容:从基于 ISO 21920 线粗糙度参数 Ra、Rq、Rz,到基于 ISO 25178 面粗糙度参数 Sa、Sq、Sz,更有实用技巧与方法…… 没时间参会?没关系 —— 立即注册观看回放!
+ 额外福利!

鋁板表面處理工藝作為車身鈑件的表面處理技術
除其他優勢外,鋁合金能實現輕量化結構設計,並為汽車應用提供創新的減重解決方案。因此,在強度重量比至關重要的應用領域,鋁合金的需求正急速增長。 鋁生產商供應市場的未加工鋁合金需經軋製、拉伸及壓製等工序成形。成形加工會導致合金晶粒結構重排,進而增加表面粗糙度並形成「橘皮」外觀。
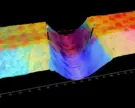
繩索結構的成因
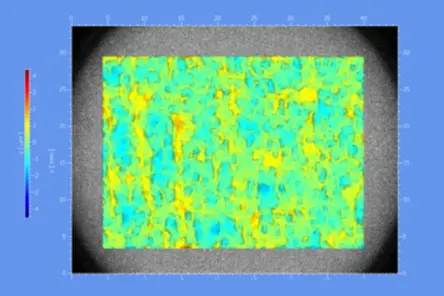
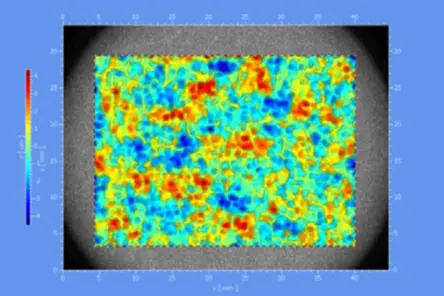
在特定條件下,表面粗糙度可能凝聚成較大的帶狀或「繩狀」結構,這些結構通常呈現與軋製方向平行、與拉伸方向垂直的排列。此類結構的寬度通常介於0.2至2毫米之間,長度則在10至30毫米範圍內。繩狀結構可透過肉眼辨識,並會破壞表面外觀。

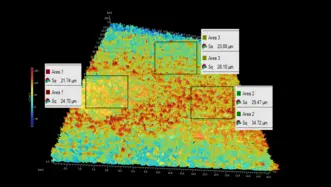
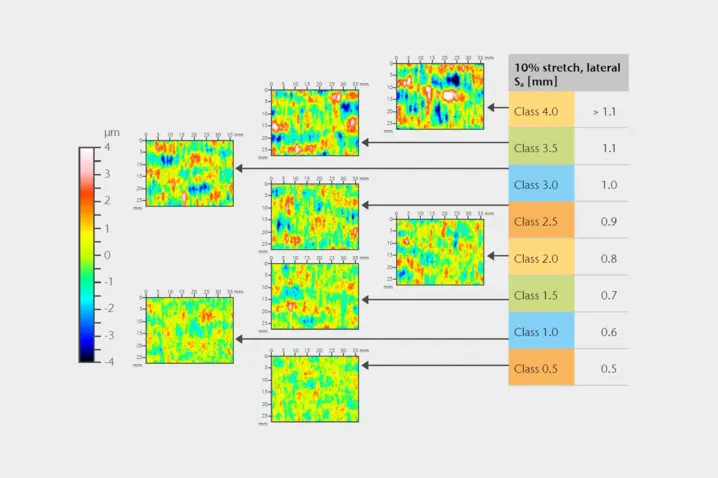
利用Sa參數測定繩索等級
在 軋製與拉伸處理後後,表面粗糙度通常會增加,並出現繩狀紋理結構。依據ISO 25178標準,可運用面積S紋理參數(即Sa、Sq)來表徵此新型表面粗糙度。 Hotz等人¹曾發表採用Sa參數的表徵結果。Sa參數描述表面相對於最小平方平面的平均偏差,其功能相當於用於線性表徵的Ra、Wa或Pa參數。 通常S紋理參數適用於尺度限制表面。然而ISO 25178-700標準允許針對S紋理參數計算實施應用導向的尺度限制。由於繩索狀結構寬度達數毫米,可採用尺度限制結構尺寸計算Sa參數。
1W. Hotz, R. Müller, J. Timm, "鋁合金汽車外殼板材的繩狀紋理測量", 會議論文集《2009年材料測試:研究與實踐中特性值測定之進展》,M. Borsutzki, S. Geisler 編,Stahleisen 出版社,杜塞道夫 (2009) 365–370。
轮廓仪 選擇合適的表面處理方案,請放心委託我們——讓我們為您的樣品執行可行性研究。

聯絡我們的專家
聯絡我們的專家
聯絡我們以獲取繩索特性分析。
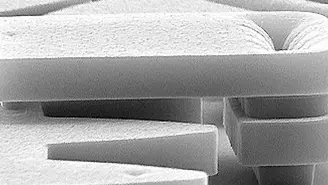
使用壓痕進行繩索等級判定
作為判定壓印等級的第二種方法,可採用德國汽車工業協會(GAAI)建議的VDA 239-400標準,該方法利用表面壓印痕跡進行判斷。 壓印法與複製信用卡凸字結構的原理相似:將紙張覆蓋於凸字結構上,以鉛筆摩擦使凸字表面顯影——凹陷處保持明亮,凸起處則呈現暗色。透過特殊製備的黏性膠帶取樣後,以300 dpi解析度掃描形成灰階影像。
在此解析度下,不相關的小結構(粗糙度)將被過濾掉,不再可辨識。 當壓印過程正確執行時,灰階值即為高度指標。軟體透過灰階影像評估,依據0(無繩狀)至9(極強繩狀)標準計算繩狀程度。此方法看似簡便,實則耗時費力、精確度不足且易出錯。採用Polytec的TopMap 白光干涉儀可徹底消除這些缺點。
轮廓仪為確保測量結果符合GAAI標準,TopMap 表面光學量測儀配備專用演算法,可預處理並輸出數據以進行繩索化等級判定。此外,其整合式表面量測軟體能依據VDA 239-400 GAAI規範計算RK參數。
具備最廣視野角(FoV)的雷射轮廓仪
在测量组件领域,Pro.Surf系列提供最高效的光学轮廓仪,其在样品材质、尺寸及复杂度方面具备无与伦比的灵活性。
欢迎通过在线演示或直接租赁系统,亲身体验Pro.Surf为您带来的卓越性能。